
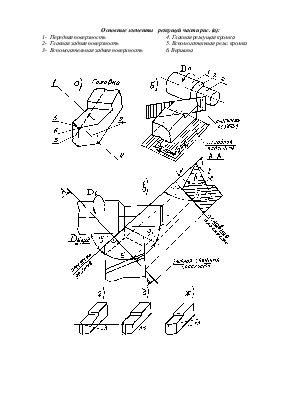



Геометрия токарного резца.
Обработка деталей на токарных станках ведется резцами, которые в зависимости от вида выполняемой операции могут иметь различное конструктивное исполнение.
Резец состоит из двух частей:
- рабочая часть (головка)
- крепежная часть (державка)
Основные элементы режущей части рис. (а):
1- Передняя поверхность 4. Главная режущая кромка
2- Главная задняя поверхность 5. Вспомогательная реж. кромка
3- Вспомогательная задняя поверхность 6. Вершина
 |
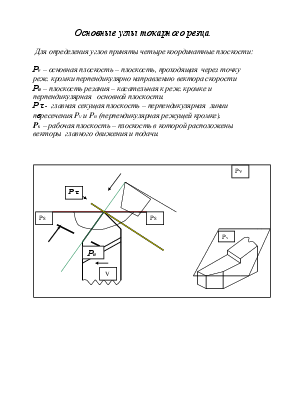
Основные углы токарного резца
Для определения углов приняты четыре координатные плоскости:
Рv – основная плоскость – плоскость, проходящая через точку реж. кромки перпендикулярно направлению вектора скорости
Рn – плоскость резания – касательная к реж. кромке и перпендикулярная основной плоскости.
Р τ - главная секущая плоскость – перпендикулярная линии пересечения Pv и Pn (перпендикулярная режущей кромке).
Ps – рабочая плоскость – плоскость в которой расположены векторы главного движения и подачи.
1)В главной секущей плоскости (Р τ ) измеряются главные углы резца :
γ - передней угол- угол между передней поверхностью и основной плоскостью Pv.
α – задний угол – угол между задней поверхностью и плоскостью резания.
β – угол заострения – угол между передней и главной задней поверхностью.
|
2) В основной плоскости (Pv) измеряют углы в плане:
φ- главный угол в плане – угол между главной режущей(Pп) и рабочей плоскостью (Ps)
φ`- вспомогательный угол в плане – угол между рабочей плоскостью(Ps) и проекции главной и вспомогательной режущей кромки на Pv.
ε – угол при вершине
3) В плоскости резания измеряется угол наклона главной режущей кромки -λ- угол между режущей кромкой и основной плоскостью Pv.
(+λ;-λ; λ=0)
Положительный (+λ ) упрочняет режущую кромку т.к. сила приходится не на вершину, а на более прочное место режущей кромки. (При чистовой обработки λ принимают отрицательным (до -5°) чтобы стружка не царапала обработанную поверхность.
При черновой обработки – наоборот (до +5°)
Влияние углов токарного резца на процесс резания
Углы режущей части инструмента оказывают большее влияние на процесс резания. Правильно назначив углы можно значительно уменьшить его износ, силы резания, мощность, затрачиваемую на процесс резания. От углов также зависит качество обработанной поверхности и производительность обработки.
|
Передний угол γ 10°…+30° |
Выбирают в зависимости от: · Обрабатываемого материала · Инструментального материала · Условий обработки Оказывает наибольшее влияние на процесс резания. С увеличением γ , уменьшается работа затрачивае- мая на процесс резания, улучшаются условия схода стружки, повышается качество обработанной пов-ти. Однако при этом снижается прочность лезвия, износ инструмента увеличивается, уменьшается отвод тепла. При обр. пластичных и мягких материалов < γ - увеличивают, а при обр. хрупких и твердых< γ -уменьшают. При обр. закаленных сталей твердосплавными резцами и при прерывистом резании < γ делают отрицательным. |
|
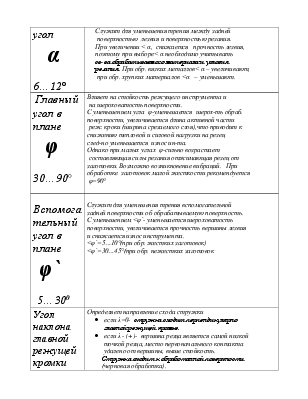
Главный задний угол α 6…12° |
Выбирают в зависимости от: · Обрабатываемого материала · Инструментального материала · Условий обработки Служит для уменьшения трения между задней поверхностью лезвия и поверхностью резания. При увеличении < α, снижается прочность лезвия, поэтому при выборе< α необходимо учитывать св-ва обрабатываемого материала и условия резания. При обр. вязких металлов< α – увеличивают, при обр. хрупких материалов <α – уменьшают. |
|
Главный угол в плане φ 30…90° |
Влияет на стойкость режущего инструмента и на шероховатость поверхности. С уменьшением угла φ-уменьшается шерох-ть обраб. поверхности, увеличивается длина активной части реж. кроки (ширина срезаемого слоя),что приводит к снижению тепловой и силовой нагрузки на резец след-но уменьшается износ ин-та. Однако при малых углах φ-сильно возрастает составляющая силы резания отжимающая резец от заготовки. Возможно возникновение вибраций. При обработке заготовок малой жесткости рекомендуется φ=90° |
|
Вспомогательный угол в плане φ` 5…300 |
Служит для уменьшения трения вспомогательной задней поверхности об обрабатываемую поверхность. С уменьшением <φ`- уменьшается шероховатость поверхности, увеличивается прочность вершины лезвия и снижается износ инструмента. <φ`=5…10°(при обр. жестких заготовок) <φ`=30…45°(при обр. нежестких заготовок |
|
Угол наклона главной режущей кромки λ -5…150 |
Определяет направление схода стружки · если λ=0- стружка сходит перпендикулярно главной режущей кромке. · если λ - (+)- вершина резца является самой низкой точкой резца, место первоначального контакта удалено от вершины, выше стойкость. Стружка сходит к обработанной поверхности (черновая обработка). · если λ-(-)- стружка сходит к обрабатываемой поверхности (чистовая обработка). |
Влияние установки резца при обработке на величины углов.
Значение углов α и γ изменяется в процессе резания при установке вершины резца выше или ниже оси вращения заготовки. Углы φ и φ` - в зависимости от расположения оси резца относительно оси заготовки.
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.