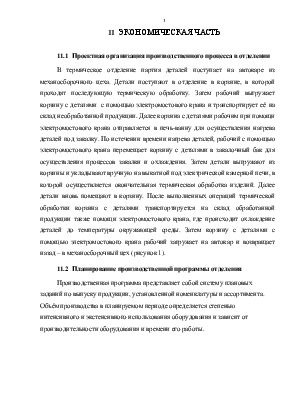
В термическое отделение партия деталей поступает на автокаре из механосборочного цеха. Детали поступают в отделение в корзине, в которой проходят последующую термическую обработку. Затем рабочий выгружает корзину с деталями с помощью электромостового крана и транспортирует её на склад необработанной продукции. Далее корзина с деталями рабочим при помощи электромостового крана отправляется в печь-ванну для осуществления нагрева деталей под закалку. По истечении времени нагрева деталей, рабочий с помощью электромостового крана перемещает корзину с деталями в закалочный бак для осуществления процессов закалки и охлаждения. Затем детали выгружают из корзины и укладывают вручную на выкатной под электрической камерной печи, в которой осуществляется окончательная термическая обработка изделий. Далее детали вновь помещают в корзину. После выполненных операций термической обработки корзина с деталями транспортируется на склад обработанной продукции также помощи электромостового крана, где происходит охлаждение деталей до температуры окружающей среды. Затем корзину с деталями с помощью электромостового крана рабочий загружает на автокар и возвращает назад – в механосборочный цех (рисунок 1).
Производственная программа представляет собой систему плановых заданий по выпуску продукции, установленной номенклатуры и ассортимента. Объём производства в планируемом периоде определяется степенью интенсивного и экстенсивного использования оборудования и зависит от производительности оборудования и времени его работы.
![]()
![]()
![]() Электромостовой
Электромостовой
кран

![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Рисунок 1 – Схема организации материальных потоков в термическом отделении
11.2.1 Обоснование часовой производительности отделения
Часовая технически возможная и нормативная производительность термического отделения определяется по формуле:

где ![]() – масса садки, кг;
– масса садки, кг;
![]() – технически возможный
(нормативный) такт работы термического отделения, ч;
– технически возможный
(нормативный) такт работы термического отделения, ч;
![]() –
нормативный коэффициент использования оборудования.
–
нормативный коэффициент использования оборудования.
Расчёт тактов проводится по методике, разработанной на кафедре экономики и менеджмента СибГИУ. Расчёт тактов рассматривается на примере термической обработки детали – «балка», массой 8,405 кг. Процесс термической обработки осуществляется садками деталей.
Выбор такта работы термического отделения для детали «балка» приведен в таблице 2.
Часовая технически возможная (нормативная) производительность термического отделения для садки деталей типа «балка» рассчитывается по формуле (1) и составляет:
![]() ;
; ![]()
Для остальных i-тых деталей номенклатуры часовая
технически возможная и нормативная производительность определяется через
коэффициенты трудности (![]() ) и рассчитывается по формуле:
) и рассчитывается по формуле:

где ![]() - часовая технически
возможная (нормативная) производительность отделения основной (заданной)
детали, кг/ч
- часовая технически
возможная (нормативная) производительность отделения основной (заданной)
детали, кг/ч
![]() – коэффициент трудности i-ой детали.
– коэффициент трудности i-ой детали.
Коэффициент
трудности заданной детали принимается равным единице ![]() =1. Остальные коэффициенты
трудности i-тых деталей скорректированы по
сложности производства по отношению к базовой заданной детали.
=1. Остальные коэффициенты
трудности i-тых деталей скорректированы по
сложности производства по отношению к базовой заданной детали.
![]()
![]()
Средняя технически возможная и нормативная часовая производительность термического отделения определяется по формуле:
где ![]() ,
, ![]() ,
, ![]() – доля производства i-ой детали в общем выпуске продукции,
%;
– доля производства i-ой детали в общем выпуске продукции,
%;
![]() – часовая технически
возможная (нормативная) производительность термического отделения по i-ой детали, кг/ч.
– часовая технически
возможная (нормативная) производительность термического отделения по i-ой детали, кг/ч.


Средний коэффициент трудности с учётом прогнозируемой номенклатуры рассчитывается по формуле:
![]()
![]()
Таблица 2 – Выбор такта работы технологической линии для термической обработки садки деталей
|
Такт работы технологической линии для термической обработки деталей типа «балка» |
Такт работы технологической линии |
||||||||||||||
|
нагрева садки в печи-ванне с раствором солей |
процесса закалки садки в закалочном баке с водой |
нагрева садки в электрической камерной печи с выкатным подом для процесса старения |
естественного охлаждения садки на воздухе на складе обработанной продукции |
||||||||||||
|
загрузка садки в печь-ванну |
собственно нагрев садки в печи-ванне |
выгрузка садки из печи-ванны |
итого |
загрузка садки в закалочный бак |
собственно закалка садки |
выгрузка садки из закалочного бака |
итого |
загрузка садки в камеру печи |
собственно нагрев садки в камере |
выгрузка садки из камеры печи |
итого |
транспортировка садки на склад |
собственно охлаждение на воздухе |
итого |
|
|
|
|||||||||||||||
|
0,05 |
1 |
0,01 |
1,06 |
0,01 |
0,13 |
0,01 |
0,15 |
0,01 |
18 |
0,01 |
18,02 |
0,01 |
0,75 |
0,76 |
18,02 |
|
Нормативный коэффициент использования оборудования |
|||||||||||||||
|
0,90 |
0,93 |
0,91 |
0,91 |
0,91 |
|||||||||||
|
Нормативный такт, ч |
|||||||||||||||
|
0,06 |
1,1 |
0,011 |
1,18 |
0,011 |
0,14 |
0,011 |
0,16 |
0,011 |
19,78 |
0,011 |
19,82 |
0,011 |
0,82 |
0,83 |
19,8 |
![]()
![]()
На основании проведенных расчетов составлена таблица 3.
Таблица 3 – Расчёт часовой производительности термического отделения
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.