

1.1 Описание технологического процесса
В качестве сырья на установке каталитического риформинга в настоящее время используется бензиновая фракция НК-160 первичной перегонки нефти, прошедшая предварительную гидроочистку и отпарку. Свойства сырья оказывают существенное влияние на выход продукции, на эффективность действия катализатора.
Цель гидроочистки — улучшения качества продукта или фракции за счет удаления нежелательных примесей, таких как сера, азот, кислород, смолистые соединения, непредельные углеводороды.
В отличии от других гидрогенизационных процессов процесс гидроочистки проходит в сравнительно мягких условиях, однако и ему свойственна совокупность ряда параллельных и последовательных реакций, в которых участвуют все компоненты , содержащиеся в исходной смеси.
Сера содержится в нефтях и продуктах нефтепереработки в виде элементарной серы, сероводорода, меркаптанов, алифатических и ароматических сульфидов, циклических сульфидов, тиофенов и бензтиофенов. Дисульфиды обычно образуются в результате окисления меркаптанов. Элементарная сера также в основном является продуктом окисления сероводорода, однако в некоторых нефтях она была обнаружена. Относительное содержание различных сернистых соединений зависит от происхождения нефти и от методов ее переработки и может изменяться в весьма широких пределах. Реакции гидрогенолиза сернистых соединений характеризуются разрывом связи углерод — сера и насыщением водородом свободных валентных и олефиновых связей. Наряду с сернистыми соединениями при гидроочистке гидрируется значительное количество олефиновых углеводородов, смол, азотистых и кислородсодержащих соединений и разрушаются металлоорганические соединения.
Реакции гидрогенолиза сернистых соединений, а также других соединений, происходящие в процессах каталитической гидроочистки, приведены ниже:
R—SH + Н2 —> RH + H2S
меркаптаны
R—S—S—R + ЗН2 —> 2RH + 2H2S дисульфиды
R—S—R' + 2H2 —> RH +R'H + H2S
сульфиды
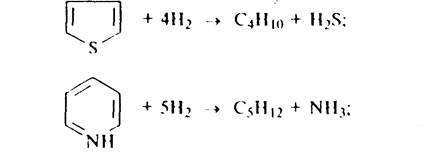
тиофены и азотистые соединения
![]()
кислородосодержащие соединения
Селективность этого процесса связана с тем, что энергия связи гетероатома с атомом углерода примерно на 100 кДж/моль ниже, чем энергия углерод - водородной связи. При замещении, гетероатома водородом выделяется соответствующий газ (сероводород, аммиак или вода). Металлоорганические соединения, содержащиеся в сырье, в условиях гидроочистки разрушаются, и выделяющиеся металлы практически полностью отлагаются на катализаторе (алюмоникельмолибденовый КГУ-941).
Процесс проводят при температурах от 280-300 °С (для легких дистиллятов) до 360-400 °С для тяжелых при повышенном давлении (4-6 МПа) и большом избытке водорода 700 нм/м сырья).
Объемная скорость подачи сырья составляем от 1,5 до6.0 м/ч на 1 м2 загрузки катализатора (зависит от вида сырья, начального и конечного содержания удаляемых примесей).
Кроме указанных выше основных реакций гидрогенолиза ге- тероорганических соединений, процесс сопровождается (в небольшом объеме) побочными реакциями гидрокрекинга, т.е. расщепления углеводородов с одновременным гидрирование образовавшихся более низкомолекулярных фрагментов. Поэтому кроме основного гидроочищенного продукта в процессе гидроочистки получаются более легкие продукты гидрокрекинга.
Глубина очистки зависит также от исходного содержания примесей в сырье и режима очистки. Так, бензин с начальным содержанием серы 0,05-0,10% (масс.) очищается до содержания серы порядка 0,0001% (масс.), дизельное топливо - от 0,8-1,4 до 0,15-0,2 % (масс), а вакуумный газойль - от 1,2-1,8 до 0,2 0,4 % (масс.).
Сера и кислородсодержащие соединения при гидроочистке удаляются с наибольшей глубиной (80-99%), азотсодержащие с несколько меньшей (70-90%), а металлы - всего на 30 40%.
1.1.1 Катализаторы гидроочистки
При гидроочистке в основном происходит гидрирование серо-, азот- и кислородсодержащих соединений, а также радикалов («осколков») частичного расщепления. Поэтому в катализаторах гидроочистки должна преобладать функция гидрирования и в очень малой степени проявляться функция расщепления: последняя необходима лишь для разрушения вышеназванных соединений.
Этимтребованиям полнее всего соответствуют металлы, окислы и сульфиды элементов VI и VIII групп периодической системы элементов (никель, кобальт, железо, молибден, вольфрам, хром). Состав катализаторов оказывает существенное влияние на избирательность реакций, поэтому соответствующим подбором компонентов катализаторов и их соотношений удается осуществлять управление процессом гидроочистки моторных топлив в широких пределах.
Из всего возможного многообразия наибольшее применение нашли (и стали традиционными) алюмокобальтмолибденовый (АКМ) и алюмониксльмолибденовый (АНМ) катализаторы гидроочистки. Гидрирующими компонентами являются кобальт, никель и молибден, находящиеся в свежем катализаторе в виде оксидов (СоО, NiO, МоО,). нанесенных на активный оксид алюминия, выполняющий роль носителя. Кроме оксида алюминия, в качестве носителей используют также активные аморфные и кристаллические алюмосиликаты (цеолиты).
Мольное отношение оксидов кобальта и молибдена в АКМ катализаторе может в общем меняться в пределах (0,2-5):1, однако наиболее часто оно равно 1:1; к тому же, для обеспечения хорошей обессеривающей активности содержание СоО в катализаторе должно быть не ниже 1,3 % масс. В АНМ катализаторах мольные соотношения NiO; МоО, составляют
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.