3.5 Выбор методов и средств технического контроля
качества изделий
Для выполнения деталью своего служебного назначения на основные поверхности назначаются жесткие допуска. И для контроля погрешностей этих размеров необходимо подобрать соответствующий измерительный инструмент. Принцип выбора средств измерения заключается в сравнении предельной (наибольшей возможной) погрешности измерения с допускаемой погрешностью, регламентированной СТ СЭВ 303–76; предельная погрешность измерений не должна превышать допускаемую погрешность, составляющую от 20% до 35% от допуска.
Для межоперационного контроля механической обработки зубчатых колёс используется стандартный измерительный инструмент, выбранный по таблицам /17/:
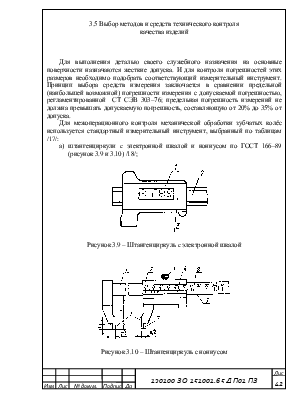
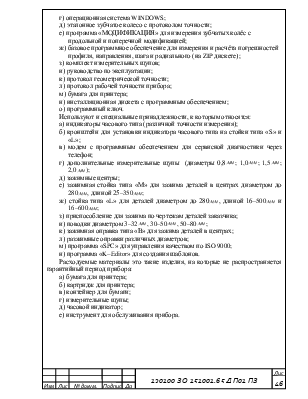
а) штангенциркули c электронной шкалой и нониусом по ГОСТ 166–89 (рисунок 3.9 и 3.10) /18/;
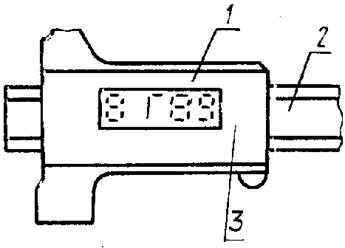
Рисунок 3.9 – Штангенциркуль c электронной шкалой
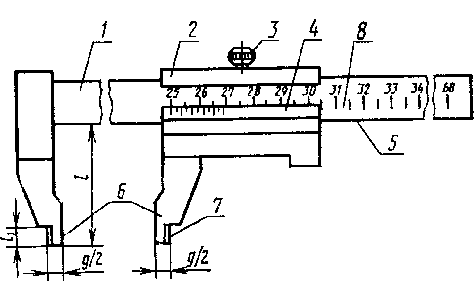
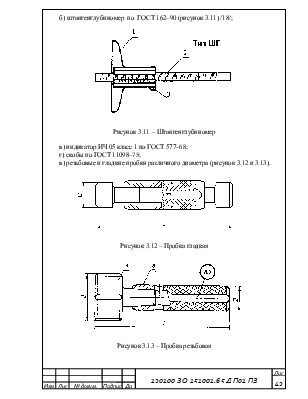
б) штангенглубиномер по ГОСТ 162–90 (рисунок 3.11) /18/;
Рисунок 3.11 – Штангенглубиномер в) индикатор ИЧ 05 класс 1 по ГОСТ 577–68;
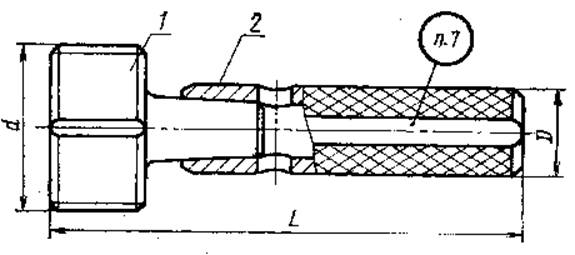
г) скобы по ГОСТ 11098–75; в) резьбовые и гладкие пробки различного диаметра (рисунок 3.12 и 3.13).
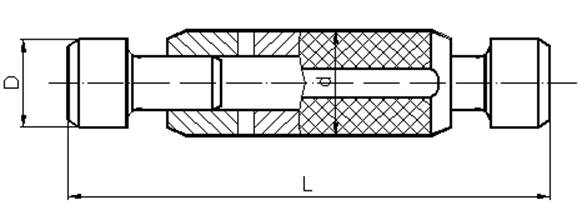
Рисунок 3.12 – Пробка гладкая
Средства и условия измерения соответствуют условиям по ГОСТ 8.050–73 /18/.
Также после операций механической обработки вводятся промывочные операции во избежание попадания частиц при дальнейшей обработки и контроле детали.
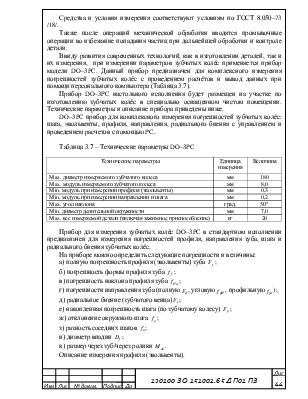
Ввиду развития современных технологий, как в изготовлении деталей, так и их измерения, при измерении параметров зубчатых колёс применяется прибор модели DO–3PC. Данный прибор предназначен для комплексного измерения погрешностей зубчатых колёс с проведением расчётов и вывод данных при помощи персонального компьютера (Таблица 3.7).
Прибор DO–3PC настольного исполнения будет размещен на участке по изготовлению зубчатых колёс в специально оснащенном чистом помещении. Технические параметры и описание прибора приведены ниже.
DO–3PC прибор для комплексного измерения погрешностей зубчатых колёс: шага, эвольвенты, профиля, направления, радиального биения с управлением и проведением расчетов с помощью PC.
Технические параметры |
Единица измерения |
Величина |
|
Max. диаметр измеряемого зубчатого колеса |
мм |
180 |
|
Max. модуль измеряемого зубчатого колеса |
мм |
8,0 |
|
Min. модуль при измерении профиля (эвольвенты) |
мм |
0,3 |
|
Min. модуль при измерении направлении и шага |
мм |
0,2 |
|
Max. угол наклона |
град. |
50° |
|
Min. диаметр делительной окружности |
мм |
7,0 |
|
Max. вес измеряемой детали (включая зажимное приспособление) |
кг |
20 |
Прибор для измерения зубчатых колёс DO–3PC в стандартном исполнении предназначен для измерения погрешностей профиля, направления зуба, шага и радиального биения зубчатых колёс.
На приборе можно определить следующие погрешности и величины:
а) полную погрешность профиля (эвольвенты) зуба ![]() ;
;
б) погрешность формы профиля зуба ![]() ;
;
в) погрешность наклона профиля зуба ![]() ;
;
г) погрешности
направления зуба (полную![]() ,
угловую
,
угловую![]() ,
профильную
,
профильную![]() );
);
д) радиальное биение (зубчатого венца)![]() ;
;
е) накопленная погрешность шага (по зубчатому
колесу) ![]() ;
;
ж) отклонение окружного шага ![]() ;
;
з) разность соседних шагов ![]() ;
;
и) диаметр впадин ![]() ;
;
к) размер через
зуб/через ролики ![]() .
.
Описание измерения профиля (эвольвенты).
Измерительный щуп перемещается по поверхности (профилю) зуба в радиальном направлении. При этом зубчатое колесо небольшим усилием прижимается к щупу. Давление прижима обеспечивается специальной муфтой. Из–за погрешностей профиля зуба происходит колебательное движение измеряемой детали. Положение щупа и детали регистрируется линейными и круговыми датчиками. Сигналы от датчиков обрабатываются компьютером и сравниваются с данными теоретического профиля эвольвенты. В результате определяются следующие погрешности профиля (эвольвенты):
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.