5. РАСЧЁТ ЭЛЕКТРИЧЕСКИХ НАГРУЗОК КУЗНЕЧНОГО И ЛИТЕЙНОГО ПРОИЗВОДСТВ ТРАКТОРНОГО ЗАВОДА
Таблица 5.1.
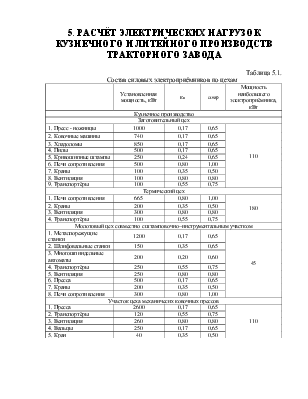
Состав силовых электроприёмников по цехам
|
Установленная мощность, кВт |
ки |
cosj |
Мощность наибольшего электроприёмника, кВт |
|
|
Кузнечное производство |
||||
|
Заготовительный цех |
||||
|
1. Пресс - ножницы |
1000 |
0,17 |
0,65 |
110 |
|
2. Ковочные машины |
740 |
0,17 |
0,65 |
|
|
3. Хладоломы |
850 |
0,17 |
0,65 |
|
|
4. Пилы |
500 |
0,17 |
0,65 |
|
|
5. Кривошипные штампы |
250 |
0,24 |
0,65 |
|
|
6. Печи сопротивления |
500 |
0,80 |
1,00 |
|
|
7. Краны |
100 |
0,35 |
0,50 |
|
|
8. Вентиляция |
100 |
0,80 |
0,80 |
|
|
9. Транспортёры |
100 |
0,55 |
0,75 |
|
|
Термический цех |
||||
|
1. Печи сопротивления |
665 |
0,80 |
1,00 |
180 |
|
2. Краны |
200 |
0,35 |
0,50 |
|
|
3. Вентиляция |
300 |
0,80 |
0,80 |
|
|
4. Транспортёры |
100 |
0,55 |
0,75 |
|
|
Молотовый цех совместно с штамповочно–инструментальным участком |
||||
|
1. Металлорежущие станки |
1200 |
0,17 |
0,65 |
45 |
|
2. Шлифовальные станки |
150 |
0,35 |
0,65 |
|
|
3. Многошпиндельные автоматы |
200 |
0,20 |
0,60 |
|
|
4. Транспортёры |
250 |
0,55 |
0,75 |
|
|
5. Вентиляция |
250 |
0,80 |
0,80 |
|
|
6. Пресса |
500 |
0,17 |
0,65 |
|
|
7. Краны |
200 |
0,35 |
0,50 |
|
|
8. Печи сопротивления |
300 |
0,80 |
1,00 |
|
|
Участок цеха механичесих ковочных прессов |
||||
|
1. Пресса |
2600 |
0,17 |
0,65 |
110 |
|
2. Транспортёры |
120 |
0,55 |
0,75 |
|
|
3. Вентиляция |
260 |
0,80 |
0,80 |
|
|
4. Вальцы |
250 |
0,17 |
0,65 |
|
|
5. Кран |
40 |
0,35 |
0,50 |
|
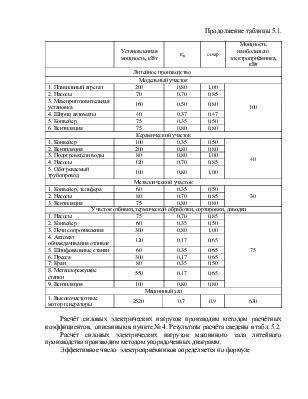
Продолжение таблицы 5.1.
|
Установленная мощность, кВт |
ки |
cosj |
Мощность наибольшего электроприёмника, кВт |
|||
|
Литейное производство |
||||||
|
Модельный участок |
||||||
|
1. Плавильный агрегат |
200 |
0,80 |
1,00 |
100 |
||
|
2. Насосы |
70 |
0,70 |
0,85 |
|||
|
3. Мазеприготовительная установка |
160 |
0,50 |
0,80 |
|||
|
4. Шприц автоматы |
40 |
0,37 |
0,47 |
|||
|
5. Конвейер |
75 |
0,35 |
0,50 |
|||
|
6. Вентиляция |
75 |
0,80 |
0,80 |
|||
|
Керамический участок |
||||||
|
1. Конвейер |
100 |
0,35 |
0,50 |
40 |
||
|
2. Вентиляция |
200 |
0,80 |
0,80 |
|||
|
3. Подогреватели воды |
80 |
0,80 |
1,00 |
|||
|
4. Насосы |
120 |
0,70 |
0,85 |
|||
|
5. Обогреваемый трубопровод |
100 |
0,80 |
1,00 |
|||
|
Металлический участок |
||||||
|
1. Конвейер, тельфера |
60 |
0,35 |
0,50 |
30 |
||
|
2. Насосы |
80 |
0,70 |
0,85 |
|||
|
3. Вентиляция |
75 |
0,80 |
0,80 |
|||
|
Участок отбивки, термической обработки, сортировки, доводки |
||||||
|
1. Насосы |
75 |
0,70 |
0,85 |
75 |
||
|
2. Конвейер |
60 |
0,35 |
0,50 |
|||
|
3. Печи сопротивления |
300 |
0,80 |
1,00 |
|||
|
4. Автомат обнаждачивания отливок |
120 |
0,17 |
0,65 |
|||
|
5. Шлифовальные станки |
60 |
0,35 |
0,65 |
|||
|
6. Пресса |
300 |
0,17 |
0,65 |
|||
|
7. Кран |
80 |
0,35 |
0,50 |
|||
|
8. Металлорежущие станки |
550 |
0,17 |
0,65 |
|||
|
9. Вентиляция |
100 |
0,80 |
0,80 |
|||
|
Машинный зал |
||||||
|
1. Высокочастотные мотор генераторы |
2520 |
0,7 |
0,9 |
630 |
||
Расчёт силовых электрических нагрузок производим методом расчётных коэффициентов, описанным в пункте № 4. Результаты расчёта сведены в табл. 5.2.
Расчёт силовых электрических нагрузок машинного зала литейного производства производим методом упорядоченных диаграмм.
Эффективное число электроприёмников определяется по формуле
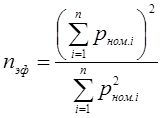 ,
(5.1)
,
(5.1)
или
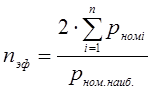 ,
(5.2)
,
(5.2)
где n – число электроприёмников в группе; рном.i – номинальная активная мощность i-го электроприёмника, кВт;
рном.наиб. – номинальная активная мощность наибольшего электроприёмника группы, кВт.
Средневзвешенный коэффициент использования определяется по формуле
 ;
(5.3)
;
(5.3)
где ки.i – коэффициент использования электроприёмника, определяемый по [1].
Расчётная активная нагрузка группы электроприёмников определяется по формуле
![]() ;
(5.4)
;
(5.4)
где км – коэффициент расчётной нагрузки, принимаемый в зависимости от nэф и ки по [1].
Расчётная реактивная нагрузка группы электроприёмников определяется по формуле
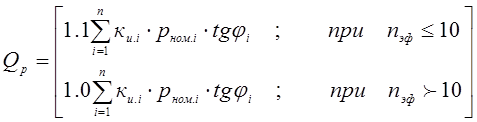 .
(5.5)
.
(5.5)
Расчёт электрических нагрузок для машинного зала.
Эффективное число электроприёмников определяем по (5.2)
![]()
Принимаем nэф= n = 4.
Средневзвешенный коэффициент использования определяем по (5.3)
![]()
При nэф= 4, ки.г= 0,7 – км = 1,26
Расчётную активную нагрузку группы электроприёмников определяем по (5.4)
![]()
Расчётную реактивную нагрузку группы электроприёмников определяем по (5.5)
![]()
Таблица 5.2.
Результаты расчёта силовых электрических нагрузок
|
Установленная мощность, кВт |
Коэффициент использования |
Эффективное число электроприёмников |
Коэффициент расчётной нагрузки |
Расчётная мощность |
|||||
|
Активная, кВт |
Реактивная, квар |
Полная, кВА |
|||||||
|
Кузнечное производство |
|||||||||
|
Заготовительный цех |
|||||||||
|
4140 |
0,279 |
75 |
0,69 |
797,2 |
588,4 |
990,8 |
|||
|
Термический цех |
|||||||||
|
1265 |
0,700 |
14 |
0,90 |
807,3 |
314,8 |
866,5 |
|||
|
Молотовый цех совместно с штамповочно–инструментальным участком |
|||||||||
|
3050 |
0,337 |
135 |
0,70 |
720,3 |
591,5 |
932,0 |
|||
|
Участок цеха механичесих ковочных прессов |
|||||||||
|
3270 |
0,236 |
59 |
1,00 |
772,5 |
803,8 |
1114,8 |
|||
|
Цех механических ковочных прессов |
|||||||||
|
4593 |
0,234 |
83 |
0,67 |
716,3 |
750,8 |
1037,7 |
|||
|
Литейное производство |
|||||||||
|
Модельный участок |
|||||||||
|
620 |
0,629 |
12 |
1,00 |
390,1 |
208,7 |
442,4 |
|||
|
Керамический участок |
|||||||||
|
600 |
0,705 |
30 |
1,00 |
423,0 |
232,7 |
482,8 |
|||
|
Металлический участок |
|||||||||
|
215 |
0,637 |
14 |
1,00 |
137,0 |
116,1 |
179,6 |
|||
|
Участок отбивки, термической обработки, сортировки, доводки |
|||||||||
|
1645 |
0,369 |
43 |
1,00 |
607,4 |
394,7 |
724,4 |
|||
|
Для трансформаторной подстанции литейного цеха |
|||||||||
|
3080 |
0,506 |
61 |
0,75 |
1172,8 |
716,9 |
1307,6 |
|||
Нагрузка освещения определяем по методу удельных норм освещения на единицу производственной площади.
Расчётная активная нагрузка
![]() ,
(5.6)
,
(5.6)
где F – площадь цеха, м2;
rосв – удельная мощность освещения, Вт/м2, определяемая по (лит) в зависимости от типа светильника, высоты подвеса светильников, площади помещения, по [1];
m – расчётный переводной коэффициент, учитывающий норму освещённости для определённого цеха, определяемый по
 ,
(5.7)
,
(5.7)
где Енорм – норма освещённости для данного цеха, лк, по [1];
Е100 – освещённость в 100 лк.
Расчетная реактивная нагрузка
Qр.о. = Рр.о.×tgjо (5.8)
где tgjо – коэффициент реактивной мощности для светильников, принимаемый равным: для ДРЛ – 1.73; люминесцентных – 0.48.
Рассмотрим пример расчёта осветительной нагрузки для заготовительного цеха. Принимаем к установке лампы ДРЛ. По [1] находим Енорм = 100лк, rосв = 6.0 Вт/м2. По плану цеха определяем площадь помещения F = 3024м2.
Расчётный переводной коэффициент определяем по (5.7)
![]() .
.
Расчётную активную нагрузку освещения заготовительного цеха определяем по (5.6)
![]() кВт.
кВт.
Расчетную реактивную нагрузку освещения заготовительного цеха определяем по (5.8)
Qр.о. = 18.144×1.73 = 31.4квар.
Для остальных цехов расчёт нагрузки освещения аналогичен. Результаты расчёта приведены в табл. 5.3.
Нагрузку освещения административно-бытовых блоков кузнечного и литейного производств определяем аналогично. Результаты расчёта приведены в табл.5.4.
Таблица 5.3.
Результаты расчёта нагрузки освещения в производственных помещениях
|
Площадь цеха, м2 |
Удельная мощность освещения, Вт/м2 |
Норма освещённости, лк |
Расчётная мощность освещения |
||||
|
Активная, кВт |
Реактивная, квар |
Полная, кВА |
|||||
|
Кузнечное производство |
|||||||
|
Заготовительный цех |
|||||||
|
3024 |
6 |
100 |
18,1 |
31,4 |
36,2 |
||
|
Термический цех |
|||||||
|
7200 |
6 |
100 |
43,2 |
74,8 |
86,4 |
||
|
Молотовый цех |
|||||||
|
3024 |
6 |
100 |
18,1 |
31,4 |
36,2 |
||
|
Участок цеха механичесих ковочных прессов |
|||||||
|
1584 |
6 |
100 |
9,5 |
16,5 |
19,0 |
||
|
Цех механических ковочных прессов |
|||||||
|
3024 |
100 |
23,9 |
41,4 |
47,8 |
|||
|
Штамповочно–инструментальный участок |
|||||||
|
3024 |
6 |
150 |
27,2 |
47,1 |
54,4 |
||
|
Литейное производство |
|||||||
|
Модельный участок |
|||||||
|
1726 |
6 |
150 |
15,5 |
26,9 |
31,0 |
||
|
Керамический участок |
|||||||
|
1080 |
6 |
100 |
6,5 |
11,2 |
12,9 |
||
|
Металлический участок |
|||||||
|
1152 |
6 |
100 |
6,9 |
11,9 |
13,8 |
||
|
Участок отбивки, термической обработки, сортировки, доводки |
|||||||
|
1800 |
6 |
150 |
16,2 |
28,0 |
32,3 |
||
|
Машинный зал |
|||||||
|
288 |
7 |
100 |
2,0 |
3,5 |
4,0 |
||
Таблица 5.4.
Результаты расчёта нагрузки освещения в административно-бытовых блоках
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.