РАСЧЕТ ПОТРЕБНОГО КОЛИЧЕСТВА ОБОРУДОВАНИЯ И КОЭФФИЦИЕНТА ЕГО ЗАГРУЗКИ
В серийном типе производства расчет количества рабочих мест на участке ведется по операциям на основе трудоемкости программы эффективного годового фонда времени работы одного станка по формуле:
![]() ,
(1.1)
,
(1.1)
где N – годовая программа выпуска,шт.; N=1100шт.;
Квн – коэффициент выполнения норм на i-й операции (берется по данным предприятия или ориентировочно можно принять1,1-1,2);
Fд – действительный годовой фонд времени работы оборудования,ч.;
tшт-кi – штучно-калькуляционное время на i-й операции,мин (приведено в таблице 1);
Расчет действительного годового фонда времени работы оборудования производится по формуле:
Fд=Fн![]()
![]() , (1.2)
, (1.2)
где Fн – номинальный годовой фонд времени работы оборудования,ч.;
a – процент потерь времени работ оборудования на ремонт и регламентированные перерывы (3-5%).
Номинальный фонд времени работы не учитывает потерь времени и определяется:
Fн= ![]() ,
(1.3)
,
(1.3)
где Дк – количество календарных дней в году; Дк=366 дней;
Двых – количество календарных дней в году; Двых=103дня;
Дпр – количество праздничных дней в году; Дпр=9 дней;
Дпред – количество предпраздничных дней в году; Дпред=8дней;
Тсм – продолжительность рабочей смены,ч; Тсм=8ч.;
tс – сокращение продолжительности смены в предпраздничные дни,ч; tс=1ч.;
С – количество смен работы оборудования в течение суток; С=1
Fн=![]() ч.
ч.
Fд=2024![]() ч.
ч.
Расчет для базового техпроцесса:
Sр010=![]() =0,034;
Sпр=1 шт
=0,034;
Sпр=1 шт
Sр020=![]() =0,072;
Sпр=1 шт
=0,072;
Sпр=1 шт
Sр030=![]() =0,041;
Sпр=1 шт
=0,041;
Sпр=1 шт
Sр050=![]() =0,078;
Sпр=1 шт
=0,078;
Sпр=1 шт
Sр060=![]() =0,106;
Sпр=1 шт
=0,106;
Sпр=1 шт
Sр080=![]() =0,066;
Sпр=1 шт
=0,066;
Sпр=1 шт
Sр130=![]() =0,096;
Sпр=1 шт
=0,096;
Sпр=1 шт
Sр140=![]() =0,162; Sпр=1 шт
=0,162; Sпр=1 шт
Расчет для проектного техпроцесса:
Sр010=![]() =0,182;
Sпр=1 шт
=0,182;
Sпр=1 шт
Sр020=![]() =0,041;
Sпр=1 шт
=0,041;
Sпр=1 шт
Sр040=![]() =0,078;
Sпр=1 шт
=0,078;
Sпр=1 шт
Sр050=![]() =0,106;
Sпр=1 шт
=0,106;
Sпр=1 шт
Sр070=![]() =0,066;
Sпр=1 шт
=0,066;
Sпр=1 шт
Sр120=![]() =0,096;
Sпр=1 шт
=0,096;
Sпр=1 шт
Sр130=![]() =0,162; Sпр=1 шт
=0,162; Sпр=1 шт
Коэффициент загрузки рабочих мест по операциям (Кз) определяется по формуле:
![]() ,
(1.4)
,
(1.4)
где Sпрi – принятое количество рабочих мест по i-й операции.
Расчет для базового техпроцесса:
Кз010=![]() =0,034;
=0,034;
Кз020=![]() =0,072;
=0,072;
Кз030=![]() =0,041;
=0,041;
Кз050=![]() =0,078;
=0,078;
Кз060=![]() =0,106;
=0,106;
Кз080=![]() =0,066;
=0,066;
Кз130=![]() =0,096;
=0,096;
Кз150=![]() =0,162;
=0,162;
Расчет проектного техпроцесса:
Кз010=![]() =0,182;
=0,182;
Кз020=![]() =0,041;
=0,041;
Кз040=![]() =0,078;
=0,078;
Кз050=![]() =0,106;
=0,106;
Кз070=![]() =0,066;
=0,066;
Кз120=![]() =0,096;
=0,096;
Кз140=![]() =0,162;
=0,162;
Средний коэффициент загрузки участка определяется отношением суммы расчетных станков к сумме принятых:
 , (1.5)
, (1.5)
Где m – количество операций.
Расчет для базового техпроцесса:
![]() ;
;
Расчет проектного техпроцесса:
![]()
Степень занятости оборудования обработкой данной детали характеризуется коэффициентом занятости, на величину которого следует корректировать все рачеты для обеспечения их сопоставимости в базовом и проектируемом вариантах.
Коэффициент занятости рассчитывается по формуле:
![]() ,
(1.6)
,
(1.6)
где Кнз – коэффициент нормативной загрузки оборудования (принимать равным для серийного производства 0,75-0,8)
Расчет для базового техпроцесса:
![]()
Расчет проектного техпроцесса:
![]()
Для наглядности результаты расчетов заносим в таблицу 1.2
Таблица 1.2 –Расчет количества рабочих мест и их загрузки
|
№ опер. |
Наименование операции |
Марка станка |
tшт-к, мин. |
Количество станков |
Коэффициент загрузки |
||||
|
Расчетное |
Принятое |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|||
|
Базовый техпроцесс: |
|||||||||
|
010 |
Автоматно-токарная |
1К282 |
1,46 |
0,021 |
1 |
0,021 |
|||
|
020 |
Токарно-винторезная |
16К20 |
3,04 |
0,072 |
1 |
0,072 |
|||
|
030 |
Фрезерно-центровальная |
КЛ171 |
1,73 |
0,041 |
1 |
0,041 |
|||
|
050 |
Токарно-копировальная |
1716Ц |
3,31 |
0,078 |
1 |
0,078 |
|||
|
060 |
Вертикально-сверлильная |
2Н125 |
4,5 |
0,106 |
1 |
0,106 |
|||
|
080 |
Резьбонарезная |
2056 |
2,81 |
0,066 |
1 |
0,066 |
|||
|
130 |
Торцекругло-шлифовальная |
3Т161 |
4,06 |
0,096 |
1 |
0,096 |
|||
|
150 |
Алмазно-расточная |
ОС8225 |
6,87 |
0,162 |
1 |
0,162 |
|||
|
ИТОГО: |
27,28 |
0,656 |
8 |
Кзср.=0,082 |
|||||
|
Проектный техпроцесс: |
|||||||||
|
010 |
Токарная с ЧПУ |
16К20Ф3 |
7,71 |
0,182 |
1 |
0,182 |
|||
|
020 |
Фрезерно-центровальная |
КЛ171 |
1,73 |
0,041 |
1 |
0,041 |
|||
|
040 |
Токарно-копировальная |
1716Ц |
3,31 |
0,078 |
1 |
0,078 |
|||
|
050 |
Вертикально-сверлильная |
2Н125 |
4,5 |
0,106 |
1 |
0,106 |
|||
|
070 |
Резьбонарезная |
2056 |
2,81 |
0,066 |
1 |
0,066 |
|||
|
120 |
Торцекругло-шлифовальная |
3Т161 |
4,06 |
0,096 |
1 |
0,096 |
|||
|
140 |
Алмазно-расточная |
ОС8225 |
6,87 |
0,162 |
1 |
0,162 |
|||
|
ИТОГО: |
30,99 |
0,728 |
7 |
Кзср.=0,104 |
|||||
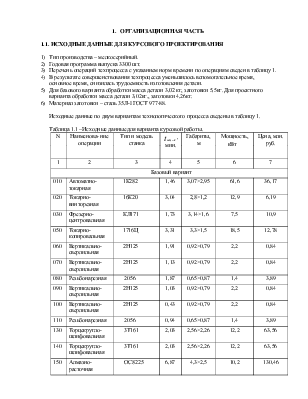
Данные о принятом на участке основном технологическом оборудовании сведем в таблицу 1.3
Таблица 1.3-Ведомость оборудования.
|
Тип и модель станка |
Габариты |
Количество станков |
Мощность, кВт |
Балансовая стоимость, млн. руб. |
||
|
1 станка |
Всех станков |
1 станка |
Всех станков |
|||
|
Базовый техпроцесс: |
||||||
|
1К282 |
3,07×2,95 |
1 |
61,6 |
61,6 |
36,17 |
36,17 |
|
16К20 |
2,8×1,2 |
1 |
12,9 |
12,9 |
6,19 |
6,19 |
|
КЛ171 |
3,14×1,6 |
1 |
7,5 |
7,5 |
10,9 |
10,9 |
|
1716Ц |
3,3×1,5 |
1 |
18,5 |
18,5 |
12,78 |
12,78 |
|
2Н125 |
0,92×0,79 |
1 |
2,2 |
2,2 |
0,84 |
0,84 |
|
2056 |
0,65×0,87 |
1 |
1,4 |
1,4 |
3,89 |
3,89 |
|
3Т161 |
2,56×2,26 |
1 |
12,2 |
12,2 |
63,56 |
63,56 |
|
ОС8225 |
4,3×2,5 |
1 |
10,2 |
10,2 |
130,46 |
130,46 |
|
ИТОГО: |
8 |
126,5 |
126,5 |
264,79 |
264,79 |
|
|
Проектный техпроцесс: |
||||||
|
16К20Ф3 |
3,36×1,7 |
1 |
10 |
10 |
42,6 |
42,6 |
|
КЛ171 |
3,14×1,6 |
1 |
7,5 |
7,5 |
10,9 |
10,9 |
|
1716Ц |
3,3×1,5 |
1 |
18,5 |
18,5 |
12,78 |
12,78 |
|
2Н125 |
0,92×0,79 |
1 |
2,2 |
2,2 |
0,84 |
0,84 |
|
2056 |
0,65×0,87 |
1 |
1,4 |
1,4 |
3,89 |
3,89 |
|
3Т161 |
2,56×2,26 |
1 |
12,2 |
12,2 |
63,56 |
63,56 |
|
ОС8225 |
4,3×2,5 |
1 |
10,2 |
10,2 |
130,46 |
130,46 |
|
ИТОГО: |
7 |
62,1 |
62,1 |
265,03 |
265,03 |
|
ВВЕДЕНИЕ
Курс социально-экономического развития страны направлен на качественное преобразование всех сторон жизни нашего общества, совершенствование экономических отношений. Эти задачи будут решаться на базе ускорения НТП, рационализации системы управления, хозяйственного механизма, использование рыночных отношений.
Непременным условием реализации экономической стратегии является повышение уровня хозяйственного руководства. Особенно важно, чтобы не только экономисты предприятий, но и каждый конструктор и технолог, каждый специалист предприятия имели достаточные знания в области экономики промышленности. Эти знания необходимы для решения вопросов технико-экономического обоснования внедрения наиболее эффективных производственных процессов и их организации, проектирования прогрессивных форм организации труда, выявления и использования внутрипроизводственных резёрвов снижения себестоимости.
Курсовая работа по экономике и организации машиностроительного производства дает возможность учащемуся закрепить теоретические знания, приобрести опыт использования технических, технологических, экономических нормативных и литературных данных, а также практически освоить методы технико-экономического обоснования.
Выполнение курсовой работы непосредственно на базе данных технологических процессов позволяет будущему технологу осмыслить взаимосвязь экономики, техники и технологии производства.
Таким образом тема курсовой работы актуальна не только для конкретно изучаемого участка и предприятия, но и в целом всего народного хозяйства Республики Беларусь.
Цели курсовой работы:
1.Получить целостное представление об экономической деятельности предприятия
2.Выработать умение обосновать экономические решения на основе расчетов
3.Выработать правильную стратегию и тактику в изменяющейся рыночной сфере
Задачи курсовой работы:
1.Освоение методов обоснования экономических решений
2.Приобретение навыков в проведении экономических расчетов
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.