Масса детали для базового и проектного вариантов: mд=48 кг
Материал заготовки – АК 92
Исходные данные представляем в виде таблицы 1.1
Таблица 1.1 – Исходные данные для вариантов курсовой работы
|
Базовый техпроцесс |
Модель станка |
Мощность станка, КВт |
tшт-к,
|
Разряд работ |
Проектный техпроцесс |
Модель станка |
Мощность станка, КВт |
tшт-к,
|
Разряд работ |
|
010 Токарная первая |
1Т61 |
5,5 |
1,0 |
3 |
010 Токарная первая |
1Т61 |
5,5 |
0,87 |
3 |
|
020 Токарная вторая |
16Т0311 |
1,1 |
2,0 |
5 |
020 Токарная вторая |
16Т0311 |
1,1 |
1,54 |
5 |
|
030 Строгальная |
7110 |
1,5 |
1,5 |
3 |
030 Строгальная |
7110 |
1,5 |
0,81 |
3 |
|
040 Расточная |
2614 |
6,3 |
2,0 |
5 |
040 Расточная |
2614 |
6,3 |
1,35 |
5 |
|
050 Сверлильная |
2Н118 |
1,5 |
1,0 |
3 |
050 Сверлильная |
2Н118 |
1,5 |
0,70 |
3 |
|
060 Шлифовальная |
3В724 |
7,5 |
2,0 |
5 |
060 Шлифовальная |
3В724 |
7,5 |
1,03 |
5 |
|
Итого |
- |
23,4 |
9,5 |
- |
Итого |
- |
23,4 |
6,3 |
- |
Описание участка:
- механический участок обработки корпусов и крышек, на котором обрабатывается и деталь – представитель, находится в механосборочном цеху машиностроительного предприятия;
- организация участка основана на расположении оборудования по видам обработки;
- с целью снижения себестоимости и роста производительности труда предлагается уменьшить припуски на механообработку, что сократит штучное время на обработку детали и позволит изготовить партию данных дета лей значительно быстрее.
1.2 Расчёт потребного количества оборудования и коэффициента его загрузки. Построение графика загрузки оборудования.
В серийном производстве расчёт количества рабочих мест определяется по формуле:
![]() (1)
(1)
где N – годовая программа выпуска детали, шт.
tшт-к – штучно-калькуляционное время на i-ой операции, мин.
Fд – действительный годовой фонд времени работ оборудования, час.
Квн – коэффициент выполнения норм, Квн=1,1-1,2.
Расчёт действительного годового фонда времени производим по формуле:
![]() (2)
(2)
где Fн – номинальный годовой фонд времени работы оборудования, час.
α= 5% - процент потерь времени работы оборудования на ремонт и регламентированные перерывы (3-5%).
![]() ч (3)
ч (3)
где Дн- количество календарных дней в году;
Двых – количество выходных дней в году;
Дпр – количество праздничных дней в году;
Тсм – продолжительность рабочей смены, час;
tс – сокращённые рабочие смены в праздничные дни, час;
Дпред – количество предпраздничных дней в году;
С – количество смен работы оборудования в течение суток.
Тогда, производим расчет по формулам (2) и (3):
![]() час
час
![]() час
час
По формуле (1) производим расчёт количества рабочих мест для базового варианта:
![]() Принимаем 2 станок
Принимаем 2 станок
![]() Принимаем
3 станка
Принимаем
3 станка
![]() Принимаем
2 станка
Принимаем
2 станка
![]() Принимаем
3 станка
Принимаем
3 станка
![]() Принимаем 2 станок
Принимаем 2 станок
![]() Принимаем 3 станка
Принимаем 3 станка
Коэффициент загрузки определяем по формуле:
 ,
(4)
,
(4)
где Sрасi - расчётное количество рабочих мест по i – ой операции;
Sпрi – принятое количество рабочих мест по i – ой операции.
Определяем Кз рабочих мест по каждой операции:
![]()
![]()
![]()
![]()
![]()
![]()
Средний коэффициент загрузки участка определяем отношением суммы расчётных станков к сумме принятых по формуле:
 ,
(5)
,
(5)
где m – количество операций.
![]()
Коэффициент занятости рассчитывается по формуле:
 ,
(6)
,
(6)
где Кнз - коэффициент нормативной загрузки оборудования (принимать равным для серийного производства 0,75-0,8).
![]()
Данные по расчету количества рабочих мест и коэффициента загрузки сводим в таблицу 1.2
Таблица 1.2 – Расчёт количества рабочих мест и их загрузка
|
№ операции |
Наименование операции |
Марка станка |
t шт-к, мин |
Количество станков |
Коэффициент загрузки |
|
|
Расчетное |
Принятое |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
010 |
Токарная первая |
1Т61 |
1,0 |
1,1 |
2 |
0,55 |
|
020 |
Токарная вторая |
16Т0311 |
2,0 |
2,21 |
3 |
0,74 |
|
030 |
Строгальная |
7110 |
1,5 |
1,66 |
2 |
0,83 |
|
040 |
Расточная |
2614 |
2,0 |
2,21 |
3 |
0,74 |
|
050 |
Сверлильная |
2Н118 |
1,0 |
1,1 |
2 |
0,55 |
|
060 |
Шлифовальная |
3В724 |
2,0 |
2,21 |
3 |
0,74 |
|
- |
Итого |
- |
9,5 |
10.49 |
15 |
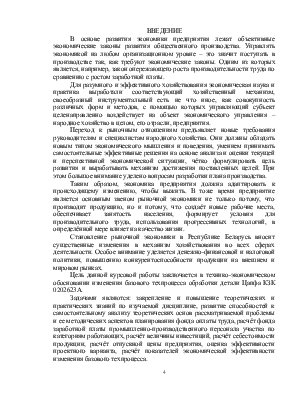
Кзср=0,699 |
Составляем «ведомость оборудования» для базового варианта техпроцесса, на участке (см. таблицу 1.3)
Таблица 1.3-Ведомость оборудования
|
Тип и модель станка |
Габариты |
Кол-во станков |
Мощность, кВт |
Балансовая стоимость, млн.руб |
||
|
1 станка |
Всех станков |
1 станка |
Всех станков |
|||
|
Токарная первая, 1Т61 |
1315x780 |
2 |
5,5 |
11 |
18,36 |
36,72 |
|
Токарная вторая 16Т0311 |
1310x690 |
3 |
1,1 |
3,3 |
15,71 |
47,13 |
|
Строгальная, 7110 |
2100х4500 |
2 |
1,5 |
3 |
20,15 |
40,3 |
|
Расточная,2614 |
3640x3515 |
3 |
6,3 |
18,9 |
14,76 |
44,28 |
|
Сверлильная 2Н118 |
870x590 |
2 |
1,5 |
3 |
4,24 |
8,48 |
|
Шлифовальная, 3В724 |
4630x2405 |
3 |
7,5 |
22,5 |
19,27 |
57,81 |
|
Итого: |
- |
|
- |
|
- |
|
На основании расчётов строим графики загрузки оборудования (см. рис 1.1)
Рисунок 1 – График загрузки оборудования для базового варианта.
Годовой приведенный объем выпуск деталей - это условное количество деталей-представителей, трудоемкость обработки которых равна трудоемкости всех технологически однородных деталей, обрабатываемых на участке в течение года. Этот способ высчитывается по формуле:
 ,
шт (7)
,
шт (7)
где Кзагр =0,8 - планируемый коэффициент загруки, Тшт min - наименьшая норма времени
α =0,05 - 0,08 - коэффициент потерь на переналадку, для серийного производства;
![]() шт.
шт.
Определяем количество наименований деталей, обрабатываемых на участке по формуле:
 ,
(8)
,
(8)
где Nгод =4900 шт – годовой объём выпуска детали-представителя.
![]() наименований
наименований
По вышеизложенной методике выполняем расчет количества оборудования по проектному варианту техпроцесса:
По формуле (1) производим расчет количества рабочих мест.
![]() Принимаем 1 станок
Принимаем 1 станок
![]() Принимаем 2 станка
Принимаем 2 станка
![]() Принимаем
2 станок
Принимаем
2 станок
![]() Принимаем
2 станка
Принимаем
2 станка
![]() Принимаем 2 станок
Принимаем 2 станок
![]() Принимаем 2 станка
Принимаем 2 станка
Коэффициент загрузки определяем по формуле (4) для рабочих мест по каждой операции:
![]()
![]()
![]()
![]()
![]()
![]()
Средний коэффициент загрузки участка определяем отношением суммы расчетных станков к сумме принятых по формуле (5):
![]()
Коэффициент занятости рассчитывается по формуле (6):
![]()
Данные по расчету количества рабочих мест и коэффициента загрузки сводим в таблицу (см. таблицу 1.4)
Таблица 1.4 - Расчет количества рабочих мест и их загрузка
|
№ операции |
Наименование операции |
Марка станка |
t шт-к, мин |
Количество станков |
Коэффициент загрузки |
|
|
Расчетное |
Принятое |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
010 |
Токарная первая |
1Т61 |
0,87 |
0,96 |
1 |
0,96 |
|
020 |
Токарная вторая |
16Т0311 |
1,54 |
1,7 |
2 |
0,85 |
|
030 |
Строгальная |
7110 |
0,81 |
1.1 |
2 |
1,1 |
|
040 |
Расточная |
2614 |
1,35 |
1,49 |
2 |
0,75 |
|
050 |
Сверлильная |
2Н118 |
0,70 |
1.11 |
2 |
1.11 |
|
060 |
Шлифовальная |
3В724 |
1,03 |
1,14 |
2 |
0,57 |
|
- |
Итого |
- |
6,3 |
7,5 |
11 |
Кзср=0,68 |
Составляем «ведомость оборудования» для проектного варианта
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.