

















поправочный коэффициент на подачу для изменённых
условий работы в зависимости от механических свойств обрабатываемого материала;
![]() =0,7;
=0,7;
![]() мм/зуб
мм/зуб
Скорость резания при фрезеровании пазов концевыми фрезами:
![]() (8)
(8)
где ![]() – табличная скорость резани;
– табличная скорость резани; ![]() =23м/мин
=23м/мин
![]() - поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от ширины фрезерования;
- поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от ширины фрезерования; ![]() =1;
=1;
![]() - поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от числа зубьев фрезы;
- поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от числа зубьев фрезы; ![]() =1;
=1;
![]() - поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от состояния обрабатываемой
поверхности;
- поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от состояния обрабатываемой
поверхности; ![]() =1;
=1;
![]() - поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от периода стойкости фрезы;
- поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от периода стойкости фрезы; ![]() =1;
=1;
![]() - поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от материала режущей части фрезы;
- поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от материала режущей части фрезы; ![]() =1;
=1;
![]() - поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от наличия охлаждения;
- поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от наличия охлаждения; ![]() =1;
=1;
![]() м/мин
м/мин
Частоту вращения шпинделя рассчитываем по формуле:
![]() (9)
(9)
где D – диаметр фрезы.
Тогда, частота вращения: ![]()
Расчёт минутной подачи ведём по формуле:
![]() мм/мин
(10)
мм/мин
(10)
Расчёт машинного времени
Длина рабочего хода: Lр.х.=110мм
Машинное время:
![]() ,
мин (11)
,
мин (11)
![]() , мин
, мин
На остальные переходы механической обработки режимы резания назначаем, исходя из производственного опыта.
Произведём нормирование проектируемой операции 010,020 выполняемой на токарном станке с ЧПУ Шпинер ТС-400
Нормирование начнём с определения время цикла, т.е. время работы станка по управляющей программе без вмешательства рабочего
![]() ,
мин (12)
,
мин (12)
где Тмо – основное машинное время по каждому переходу мех. обработки
Тмв – вспомогательное машинное время по каждому переходу механической обработки
![]() Тмв=txx+tсм.ин+tизм.s+tизм.n,
мин (13)
Тмв=txx+tсм.ин+tизм.s+tизм.n,
мин (13)
где tсм.ин – время на замену инструмента между переходами механообработки, tсм.ин = 0,03мин,
tизм.s – время на изменение рабочей подачи между переходами механической обработки, tизм.s =0,01мин
tизм.n - время на изменение частоты вращения между переходами механической обработки, tизм.n =0,01мин
txx – время на подвод-отвод инструмента по осям координат на каждом переходе, мин
txx = Lхх/Vs.хх (14)
где Lхх – длина холостого хода инструмента, мм
Vs.хх – скорость холостого хода подачи инструмента,
Укрупнено txx принимаем равным 0,01 мин для каждого перехода
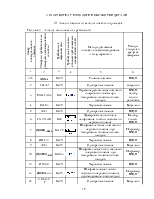
Для удобства расчёта вспомогательного машинного времени по каждому переходу механической обработки составим таблицу 11
Таблица 13 – Расчёт вспомогательного машинного времени
|
Наименование переходов технологических и машинных Вспомогательных |
Величина составляющих ТМВ, мин |
|
1 |
2 |
|
Операция 010 |
|
|
Установить деталь в патрон и на люнет |
|
|
Подвести инструмент |
0,01 |
|
Центровать отверстие 17 с образование фаски 19 |
|
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,03 |
|
Изменить S и n |
0,01+0,01 |
|
Подвести инструмент |
0,01 |
|
Сверлить отверстие 17 |
|
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,03 |
|
Изменить S и n |
0,01+0,01 |
|
Подвести инструмент |
0,01 |
|
Нарезать резьбу 18 |
|
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,03 |
Продолжение таблицы 13
|
1 |
2 |
|
Подвести задний центр отвести люнет |
0,01 |
|
Изменить S и n |
0,01+0,01 |
|
Подвести инструмент |
0,01 |
|
Точить поверхность 13 за 3 рабочих хода |
0,01+0,01 |
|
Переместить инструмент |
0,01 |
|
Точить фаску 14 и поверхность 13 |
|
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,03 |
|
Изменить S и n |
0,01+0,01 |
|
Подвести инструмент |
0,01 |
|
Точить канавку 12 |
|
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,03 |
|
Изменить S и n |
0,01+0,01 |
|
Подвести инструмент |
0,01 |
|
Точить фаску 14 и поверхность 13 |
|
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,03 |
|
Изменить S и n |
0,01+0,01 |
|
Подвести инструмент |
0,01 |
|
Фрезеровать паз 16 |
|
|
Отвести инструмент |
0,01 |
|
Операция 020 |
|
|
Установить деталь в патрон и на люнет |
|
|
Заменить инструмент |
0,03 |
|
Изменить S и n |
|
|
Подвести инструмент |
0,01 |
|
Центровать торец 1 |
|
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,03 |
|
Подвести задний центр отвести люнет |
0,01 |
|
Изменить S и n |
0,01+0,01 |
|
Подвести инструмент |
0,01 |
|
Точить поверхность 3,6,7,10 |
0,01+0,01+0,01 |
|
Отвести инструмент |
0,01 |
|
Точить поверхность 3,6,7 за два рабочих хода |
0,01+0,01 |
|
Отвести инструмент |
0,01 |
|
Точить поверхность 3 за 4 рабочих хода |
0,01+0,01+0,01 |
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,03 |
|
Изменить S и n |
0,01+0,01 |
|
Подвести инструмент |
0,01 |
|
Точить фаску 2, поверхность 3,5,6,7,9,10 |
|
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,03 |
|
Изменить S и n |
0,01+0,01 |
Продолжение таблицы 13
|
1 |
2 |
|
Подвести инструмент |
0,01 |
|
Точить канавку 8/8а |
|
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,03 |
|
Изменить S и n |
0,01+0,01 |
|
Подвести инструмент |
0,01 |
|
Точить поверхность 7,9,10 |
|
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,03 |
|
Изменить S и n |
0,01+0,01 |
|
Подвести инструмент |
0,01 |
|
Нарезать резьбу за 3 рабочих хода |
0,01+0,01 |
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,03 |
|
Вывести центр, подвести люнет |
0,01 |
|
Изменить S и n |
0,01+0,01 |
|
Подвести инструмент |
0,01 |
|
Сверлить отверстие 20 |
|
|
Отвести инструмент |
0,01 |
|
Открутить и снять готовую деталь |
|
|
Итого: |
1,09 |
Назначаем нормы времени для 010 операции.
Тогда время цикла на операцию 010 составит: Тца=3,27+0,48=3,75мин
Определяем оперативное время по формуле:
Топ=Тц+Тв, мин (15)
где Тв – вспомогательное время, мин
Тв=tуст+tизм+tуп (16)
tуст – время на установку и съём детали, tуст=0,95мин [ОНВ, карта 3, лист 1, позиция 170]
tизм – время на контрольное измерение, мин
tизм=0,10+0,20+0,9=1,2 мин (не учитывается т.к. tизм< Тца)
tуп – время на управление станком и устройством с ЧПУ, tуп=0,07мин
Тв=0,95+0,07=1,02мин
Тогда Топ=3,75+1,02=4,77 мин
Время на обслуживание рабочего места и время перерыва на отдых и личные надобности: αобс+αотл=14% [ОНВ, карта 16, позиция 39]
Подготовительно-заключительное время: Тпз= Тпзорг + Тпзнал + Тпзпр ,мин
Тпзорг= 10мин [ОНВ, карта а25, позиция 2]
Тпзнал=2мин [ОНВ, карта 25, позици 3]
Тпзпр= 2мин [ОНВ, карта 25, позиция 4]
Тпз=10+2+2=14 мин
Определяем норму штучного времени по формуле
Тшт = Топ[1+(αобс% + αотл%)/100]=4,77x[1+(14/100)]=5,44мин (17)
Определяем норму штучно-калькуляционного времени Тш-к, мин, по формуле
![]() (18)
(18)
Назначаем нормы времени для 020 операции.
Тогда время цикла на операцию 020 составит: Тца=0,61+6,12=6,73мин
Определяем оперативное время по формуле:
Топ=Тц+Тв, м (19)
где Тв – вспомогательное время, мин
Тв=tуст+tизм+tуп (20)
tуст – время на установку и съём детали, tуст=0,95мин [ОНВ, карта 3, лист 1, позиция 17]
tизм – время на контрольное измерение, мин
tизм=0,06+0,5+0,045+0,26=0,87 мин (не учитывается т.к. tизм< Тца)
tуп – время на управление станком и устройством с ЧПУ, tуп=0,07мин
Тв=0,95+0,07=1,02мин
Тогда Топ=6,15+1,02=7,75 мин
Время на обслуживание рабочего места и время перерыва на отдых и личные надобности: αобс+αотл=14% [ОНВ, карта 16, позиция 39]
Подготовительно-заключительное время: Тпз= Тпзорг + Тпзнал + Тпзпр
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.