


3 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
3.1 Расчетно-конструкторский анализ станочного приспособления.
3.1.1 Описание конструкции и принципа работы приспособления
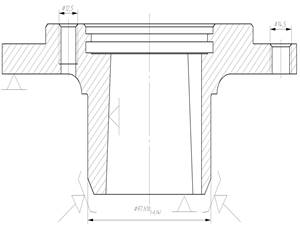
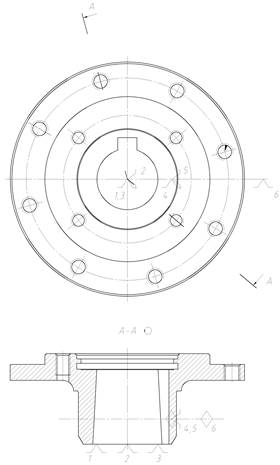
Согласно заводского техпроцесса на операции 110 Сверлильная с ЧПУ используют специальное приспособление с винтовым зажимом. Приспособление предназначено для сверления отверстий и нарезания резьбы в отверстиях в детали типа Фланец УЭС0108622А на Сверлильном станке с ЧПУ 2С150ПМФ4.
В приспособление заготовка устанавливается на плиту. Для закрепления заготовки применяют неподвижную и подвижную призму, которая перемещается по направляющим при помощи винта. При этом поворачивают винт по часовой стрелке и призма перемещается по направляющим и прижимает заготовку к неподвижной призме.
Усилие Q передается на подвижную призму, заготовка закреплена в приспособлении силой W. Отжим заготовки осуществляется при повороте винта против часовой стрелки.
В корпусе приспособления предусмотрены 4-ре проушины для закрепления на столе станка с помощью болтов и гаек.
3.1.2 Расчёт погрешности установки детали в приспособлении
Допуск на размер детали определяется по формуле
Td=es-ei, мм (3.1)
где es – верхнее отклонение, мм.
ei – нижнее отклонение, мм.
Td=0-(-0.14)=0.14 мм
Погрешность базирования на размер детали:
Eб=0, т.к. совпадают технологическая и измерительная базы.
Погрешность закрепления на размер детали:
Eз=0,09 мм.
Погрешность установки на размер детали:
![]() (3.2)
(3.2)
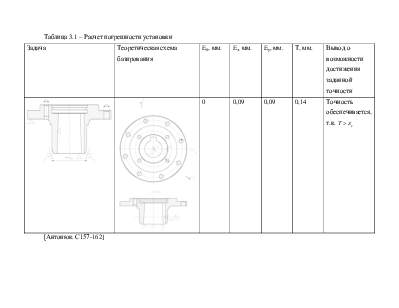
Таблица 3.1 – Расчет погрешности установки
|
Задача |
Теоретическая схема базирования |
Eб, мм. |
Eз, мм. |
Eу, мм. |
Т, мм. |
Вывод о возможности достижения заданной точности |
|
|
|
0 |
0,09 |
0,09 |
0,14 |
Точность обеспечивается, т.к. |
[Антонюк. С157-162]
3.1.3 Расчёт параметров силового органа приспособления
Определяется сила резания
![]() (3.3)
(3.3)
где Кр=Кмр=(σ/750)n=(167/750)0.75=0.32
n=0.75, См=0,0345, р=2,0, y=0.8
![]()
Определяется сила зажима
![]() (3.4) где К= 2,535 коэффициент запаса,
(3.4) где К= 2,535 коэффициент запаса,
f=0.15 – коэффициент трения в местах контакта детали и приспособления.
Определение коэффициента запаса [1, с. 199-207]:
K![]() ,
(3.5)
,
(3.5)
где ![]() -
гарантированный коэффициент запаса;
-
гарантированный коэффициент запаса; ![]() =1,5;
=1,5;
![]() -
для чистовой обработки;
-
для чистовой обработки; ![]() =1,0;
=1,0;
![]() -
коэффициент, учитывающий увеличение сил резания из-за прогрессирующего затупления
режущего инструмента;
-
коэффициент, учитывающий увеличение сил резания из-за прогрессирующего затупления
режущего инструмента; ![]() =1,3;
=1,3;
![]() -
коэффициент, учитывающий увеличение силы резания при прерывистом резании;
-
коэффициент, учитывающий увеличение силы резания при прерывистом резании; ![]() =1,0;
=1,0;
![]() -
коэффициент, учитывающий постоянство силы зажима при использовании винтового
зажима
-
коэффициент, учитывающий постоянство силы зажима при использовании винтового
зажима ![]() =1,3;
=1,3;
![]() -
при удобном расположении рукоятки;
-
при удобном расположении рукоятки; ![]() =1
=1
![]() -коэффициент,
учитываемый только при наличии крутящих моментов, стремящихся повернуть
заготовку;
-коэффициент,
учитываемый только при наличии крутящих моментов, стремящихся повернуть
заготовку; ![]() =1,0;
=1,0;
![]()
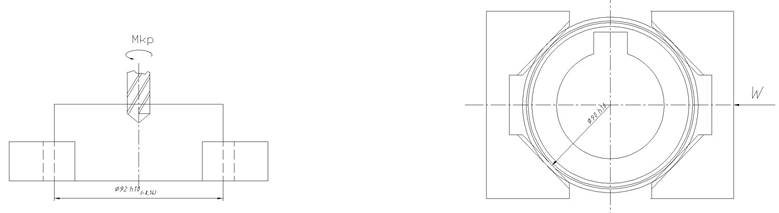
Рисунок 3.1 – Схема взаимодействия сил резания и сил зажима на обрабатываемую деталь
4 Определение диаметра резьбы:
d=c·![]() мм;
(3.6)
мм;
(3.6)
где c – Коэффициент для основных метрических резьб, с=1,4;
![]() - допускаемое напряжение материала, МПа
- допускаемое напряжение материала, МПа ![]() =42 МПа
=42 МПа
d=1,4·![]() =18.4мм
(3.7)
=18.4мм
(3.7)
Принята метрическая резьба М20
3.2 Конструирование и расчет режущего инструмента
Токарный канавочный резец с пластинкой из твердого сплава для точения канавки в отверстии фланца из стали 40Х. Диаметр заготовки D=86мм, подача на оборот So=0,08 мм/об, вылет резца l=60мм.
Решение:
1 В качестве материала для корпуса
резца выбираем сталь 45 с ![]() =167 НВ и допустимым
напряжением на изгиб
=167 НВ и допустимым
напряжением на изгиб ![]() =20кгс/мм2
=20кгс/мм2
2 Главная составляющая силы резания
Силы резания:
![]() ,
Н (3.8)
,
Н (3.8)
где Ср=408; х=0,72; y=0.8; n=0;
![]() , кН (=26,8кгс)
, кН (=26,8кгс)
3 Шарина для квадратного поперечного сечения корпуса резца В:
 , мм
(3.9)
, мм
(3.9)
где Pz – главная составляющая силы резания; l – вылет резца (мм); σи.д. – допустимое напряжения при изгибе материала корпуса (для корпуса из углеродистой незакаленной стали σи.д=200…300 Мпа).
![]() мм, принятое
поперечное сечение резца HxB=16x25
мм, принятое
поперечное сечение резца HxB=16x25
4 Максимальная нагрузка, допускаемая прочностью резца.
![]() , кгс
(3.10)
, кгс
(3.10)
![]() , кгс
, кгс
5 Максимальная нагрузка, допускаемая жесткостью резца.
![]() ,кгс (3.11)
,кгс (3.11)
где ƒ – допускаемая стрела прогиба резца при окончательном точении ƒ=0.1∙10-3 м ≈0.1 мм; Е – модуль упругости материала резца (для углеродистой стали Е=2.5∙105 Мпа; J – момент инерции сечения; l – вылет резца.
![]() , (3.12)
, (3.12)
![]() , кгс
, кгс
Pz ≤ Pzдоп; 26,8<555 Pz ≤ Pzжест; 26,8<577
Сила Pz меньше максимально допустимых нагрузок Pzдоп и Pzжест
6 Конструктивные размеры резца: общая длина резца L=170мм, расстояние от вершины резца до боковой поверхности в направлении лезвия n=5 мм, радиус кривизны вершины лезвия резца r=0,6 мм, пластина из твердого сплава, l=5мм.
7 Геометрические элементы лезвия резца: главный задний угол α=300; вспомогательный задний угол α1=450; передний угол γ=2…60; вспомогательный передний угол γ=1…30.
3.3 Конструирование и расчёт или описание измерительного
инструмента или приспособления
1 Предельные отклонения и допуски диаметров измерительных элементов калибра при Тр=0,3мм;
Для пробок, контралирующих расположение отверстия диаметром 14,43+0,3 F=0.032мм; H =0.01мм, W=0,012
2 Предельные отклонения пробок калибра рассчитываем по формулам
dkmax=Dmin-Tp+F=14.43-0.3+0.032=14.162мм (3.13)
dkmin=dmax-H=14.162-0.01=14.152мм (3.14)
dk-w=dmax-H-W=14.162-001+0.012=14.14мм (3.15)
3 Определяем позиционный допуск осей пробок калибра Тр=0,02мм
При нормировании и контроле размеров, координирующих оси пробок должны быть соблюдены следующие требования для Тр=0,02мм:
1. предельные отклонения размера между осью каждой пробки δRk=
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.