












наименование, модель и краткая характеристика станка, на котором выполняется операция механической обработки:
2.2.1 мощность;
2.2.2 ряд подач;
2.2.3 ряд частот вращения шпинделя
2.2.4 предельные размеры обрабатываемой заготовки;
2.2.5 габариты станка;
2.3 применяемый режущий инструмент: описание назначения, конструкции, способа установки на станок, расчет, чертеж;
2.4 применяемый вспомогательный инструмент: описание назначения, конструкции, размеров посадочных мест под инструмент и для установки на оборудование;
2.5 используемый мерительный инструмент: описание назначения, конструкции и работы, расчет, чертеж
2.6 станочное приспособление: описание назначения, устройства, принципа работы, последовательности установки на станок и демонтажа;
2.7 организация рабочего места станочника;
2.8 эскиз заготовки с указанием установочных и зажимных элементов условными обозначениями;
2.9 теоретическая схема базирования;
2.10 основные правила техники безопасности при выполнении данной операции.
3 План участка, на котором находится рабочее место.
4 Материалы по подготовке к курсовому проектированию:
4.1 описание конструкции и служебного назначения детали, заданной для проектирования, и ее отдельных поверхностей;
4.2 выбор и описание существующего на заводе способа получения заготовки;
4.3 базовый технологический процесс в форме таблицы по приложению Д с оформлением операционных эскизов в полуконструктивном исполнении на все операции механической обработки, при этом на эскизах должны быть изображены как режущие инструменты, обрабатывающие деталь, так и вспомогательный инструмент, и станочное приспособление;
1. ОБЩАЯ ХАРАКТЕРИСТИКА ЦЕХА, УЧАСТКА
Характеристика выпускаемой цехом продукции и описание механообработки деталей
Цех №12 инструментальный является одним из цехов механической обработки, т.е. непосредственно участвует в процессе изготовления продукции, выпуск которой предусматривается планом. В данном инструментальном цехе производится обработка деталей из стали, чугуна, цветных металлов. Готовые детали идут на изготовление кокилей и отливок разных моделей.
Инструментальный цех состоит из следующих участков:
- участок фрезерной обработки моделей
- участок фрезерной обработки кокилей
- сборочный участок
- метало-модельный участок
- участок токарной обработки деталей
В цеху производится механическая обработка и сборка различных кокилей и моделей.
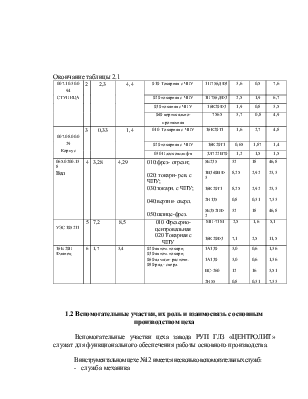
Таблица 2.1 − Описание механической обработки типовых деталей
|
Наимено вание и номер деталей |
№ |
Масса, кг |
Номер и наименование операции |
Модель станка |
Время обработки, мин |
|||
|
Детали |
Заготовки |
ТМ (ТЦа) |
ТВР |
ТШТ-К |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
КПР 6204201 СТАКАН |
1 |
5,2 |
6,9 |
010 токарная - винторезная |
16К20 |
4,0 |
2,25 |
15,47 |
|
020 Автоматная- токарная |
1283 |
2,8 |
0,22 |
4,13 |
||||
|
040токарная с ЧПУ |
16А20Ф3С39 |
15,15 |
3,5 |
16,97 |
||||
|
050 Токарная с ЧПУ |
16А20Ф3С39 |
6,15 |
2,0 |
13,6 |
||||
|
060 Алмазно-расточная |
ОС6853 |
7,41 |
2,1 |
11,05 |
||||
|
070 Круглошлифовальная |
3Т161 |
2,11 |
0,9 |
7,72 |
||||
Окончание таблицы 2.1
|
007.10.30.094 СТУПИЦА |
2 |
2,3 |
4,4 |
010 Токарная с ЧПУ |
1П756ДФ3 |
3,6 |
0,5 |
7,6 |
|
020 токарная с ЧПУ |
1П756ДФ3 |
2,5 |
1,9 |
6,7 |
||||
|
030 токаная с ЧПУ |
16К20Ф3 |
1,9 |
0,8 |
3,5 |
||||
|
040 вертикально-протяжная |
7565 |
3,7 |
0,8 |
4,9 |
||||
|
007.08.00.029 Корпус |
3 |
0,33 |
1,4 |
010 Токарная с ЧПУ |
16К20Т1 |
1,6 |
2,7 |
4,8 |
|
020 токарная с ЧПУ |
16К20Т1 |
0,65 |
1,87 |
1,4 |
||||
|
030 Плоскошлиф-я |
3Л722В70 |
1,2 |
1,5 |
1,5 |
||||
|
065.0200.138 Вал |
4 |
3,28 |
4,29 |
010:фрез- отрезн; 020: токарн- рев. с ЧПУ; 030:токарн. с ЧПУ; 040:вертик- сверл. 050:шлице-фрез. |
5Б235 1В340ВФ3 16К20Т1 2Н135 5Б352ПФ2 |
32 8,25 8,25 0,8 32 |
18 2,92 2,92 0,31 18 |
46,8 23,3 23,3 7,33 46,8 |
|
УЭС105211 |
5 |
7,2 |
8,5 |
010 Фрезерно-центровальная 020 Токарная с ЧПУ |
МП-71М 16К20Ф3 |
2,5 7,1 |
1,6 2,5 |
5,1 11,5 |
|
16Б.20П Фланец |
6 |
1,7 |
3,4 |
020:автом. токарн; 030:автом. токарн; 060:алмазн- расточн. 080:рад.- сверл. |
1А130 1А130 ВС-260 2Н55 |
3,0 3,0 12 0,8 |
0,6 0,6 16 0,31 |
1,36 1,36 3,51 7,33 |
1.2 Вспомогательные участки, их роль и взаимосвязь с основным производством цеха
Вспомогательные участки цеха завода РУП ГЛЗ «ЦЕНТРОЛИТ» служат для функционального обеспечения работы основного производства.
В инструментальном цехе №12 имеется несколько вспомогательных служб:
- служба механика
- служба подготовки производства;
- служба энергетика;
- заточное отделение.
Участок службы механика производит средний и мелкий ремонт оборудования, проверку оборудования на технологическую точность.
Служба подготовки производства цеха занимается получением и испытанием оснастки для основного производства, изготовлением опытных партий детали, а также ремонтом имеющейся в цехе оснастки и проверкой ее на технологическую точность.
Служба энергетика следит за исправностью электрооборудования и подачей света на рабочие места. Обслуживание происходит на основании годовых, квартальных и месячных графиков ППР по заранее разработанным маршрутам межремонтного обслуживания, по вызовам в аварийных случаях.
В заточном отделении производится восстановление режущего инструмента станочника, автоматчика.
Хозяйственная бригада включает в себя уборщиков, грузчиков – стропальщиков, которые заняты уборкой помещений цеха и погрузочно-разгрузочной работой.
1.3 Организация труда на участке с освещением вопросов перемещения оборудования, заготовок, деталей, уборки стружки
Выбор транспортных средств зависит от характера обрабатываемых на участке заготовок, их массы и габаритных размеров, размера транспортной партии, конструкции здания.
Производственный участок - совокупность рабочих мест, где рабочий коллектив выполняет определенную нить производственного процесса. Участки могут быть организованы по технологическому принципу, иметь технологическую специализацию, при которой за участком закрепляется изготовление деталей широкой номенклатуры, но с однотипными технологическими процессами.
При планировке технологического участка все вспомогательные участки располагают так, чтобы обеспечить последовательность прохождения заготовки по стадиям обработки.
Возле каждого участка с металлообрабатывающим оборудованием
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.