3 ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА УЧАСТКЕ
3.1 Определение количества оборудования на участке.
В серийном производстве пооперационное расчётное количество станков определяется по формуле:
 (3.1)
(3.1)
где, ΣТШТ-К - штучно-калькуляционное время операций, выполняемых на станке данной модели, мин;
N - Годовой объём выпуска детали, шт;
FД - действительный годовой фонд производственного времени работы оборудования, час;
Расчётное количество оборудования округляют до целого числа всегда в большую сторону.
Базовый вариант:
![]() шт. Принимаем
1 станок
шт. Принимаем
1 станок
![]() шт. Принимаем
1 станок
шт. Принимаем
1 станок
![]() шт. Принимаем
1 станок
шт. Принимаем
1 станок
![]() шт. Принимаем
1 станок
шт. Принимаем
1 станок
![]() шт. Принимаем
1 станок
шт. Принимаем
1 станок
![]() шт. Принимаем
1 станок
шт. Принимаем
1 станок
![]() шт. Принимаем
1 станок
шт. Принимаем
1 станок
Коэффициент загрузки оборудования рассчитывается по формуле:
![]() (3.2)
(3.2)
где Сп – принятое количество станков данной модели;
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
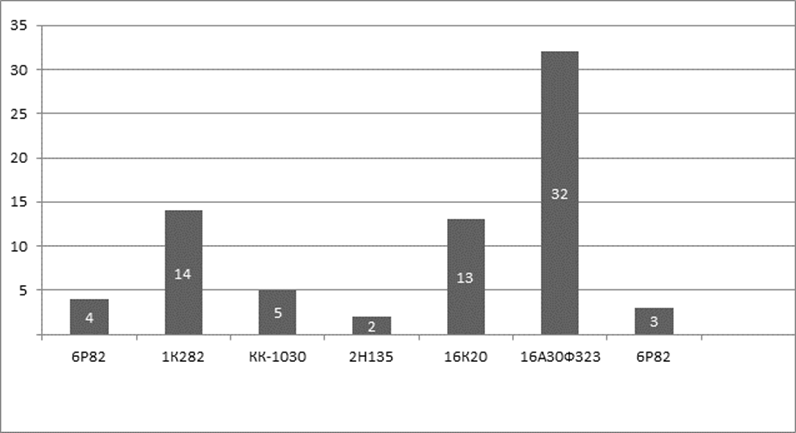
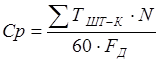
Рисунок 1 – График загрузки оборудования по базовому варианту обработки детали.
Проектируемый вариант:
Расчётное количество станков (см. формула 3.1):
![]() шт. Принимаем 1 станок
шт. Принимаем 1 станок
![]() шт. Принимаем 1 станок
шт. Принимаем 1 станок
![]() шт. Принимаем 1
станок
шт. Принимаем 1
станок
![]() шт. Принимаем 1
станок
шт. Принимаем 1
станок
![]() шт. Принимаем 1
станок
шт. Принимаем 1
станок
Принять 1 станок: 16А30Ф323 – 1 шт.
Коэффициент загрузки оборудования (см. формула 3.2):
![]()
![]()
![]()
![]()
![]()
![]()
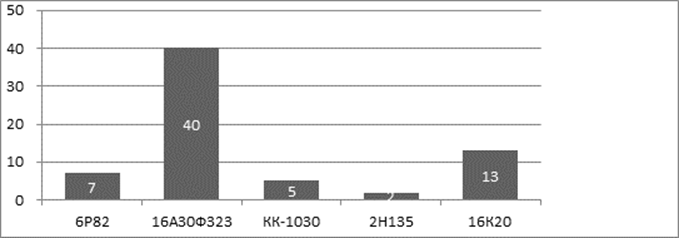
Рисунок 2 – График загрузки оборудования по проектному варианту обработки детали
Таблица 3.1 - Описание механической обработки типовых деталей
|
Наимено вание и номер деталей |
N, шт. |
Масса, кг |
Номер и наименование операции |
Модель станка |
Время обработки, мин |
|||
|
Детали |
Заготовки |
ТМ (ТЦа) |
ТВР |
ТШТ-К |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Крышка КЗР010121501 |
3000 |
4,6 |
4,8 |
010 Токарно-винторезная |
16К20 |
3,1 |
0,2 |
3,58 |
|
Вкладышь ПКК0207612 |
2000 |
0,5 |
1,38 |
010 Токарная с ЧПУ |
16А30Ф323 |
0,12 |
1,15 |
5,6 |
|
Фланец КЗР 01066193 |
3000 |
0,86 |
1,33 |
010 Токарно-винторезная 020 Токарно-винторезная 030 Токарно-винторезная |
16К20 |
2,56 2,7 0,11 |
1 1,15 0,53 |
4 4,3 1 |
|
КЗК 1502104 |
3000 |
- |
- |
010 Токарно-винторезная 020 Токарно-винторезная |
16К20 |
3,1 |
1,68 |
8,78 13,5 |
|
ЖКЛ 0400202 |
2500 |
- |
- |
010 Гориз. -фрезерная 030 Алмазно-расточная |
6Р82 КК-1030 |
2,131 2,9 |
||
Окончание таблицы 3.1
|
КЗР 1502104 |
3000 |
- |
- |
050 Алмазно-расточная |
КК-1030 |
5,91 |
||
|
Ролик КЗК 0200101 |
2500 |
4 |
5,23 |
010 Вертикально- сверлильная |
2Н135 |
2,14 |
0,34 |
3,2 |
|
Фланец КЗР 01066198 |
3000 |
0,85 |
1,33 |
010 Вертикально- сверлильная |
2Н135 |
2,91 |
0,58 |
3,8 |
|
Цапфа КИН 0214601 |
3000 |
010 Гориз.-фрезерная 030 Алмазно-расточная 080 Гориз.-фрезерная |
6Р82 КК-1030 6Р82 |
9,03 6,3 8,9 |
ТМ - машинное время обработки детали, т.е. время обработки, в которое не требуется вмешательство рабочего в работу станка. Для станков с ЧПУзаносится время цикла: ТЦ=ТМО+ТМВ.
ТВР - вспомогательное ручное время, затрачиваемое на установку и съем; на переходы, выполняемые станком под ручным управлением рабочего; на измерение (неперекрываемое основным машинным временем).
Дозагружаим станок 16К20
Фланец КЗР 01066193:
![]() шт.
шт. ![]()
![]() шт.
шт.
![]()
![]() шт.
шт. ![]()
КЗР 1502104:
![]() шт.
шт.
![]()
![]() шт.
шт.
![]()
Дозагружаим станок 6Р82
ЖКЛ 0400202:
![]() шт.
шт. ![]()
Цапфа КИН 0214601:
![]() шт.
шт. ![]()
![]() шт.
шт.
![]()
Дозагружаем станок 16А30Ф323
Крышка КЗР0101215-01:
![]() шт.
шт.
![]()
Вкладышь ПКК0207612:
![]() шт.
шт.
![]()
Дозагружаем станок КК-1030
КЗР 1502104:
![]() шт.
шт.
![]()
ЖКЛ 0400202:
![]() шт.
шт.
![]()
Цапфа КИН 0214601:
![]() шт.
шт.
![]()
Дозагружаем станок 2Н135
Ролик КЗК 0200101:
![]() шт.
шт.
![]()
Фланец КЗР 01066193:
![]() шт.
шт.
![]()
Средний коэффициент загрузки оборудования:
![]()
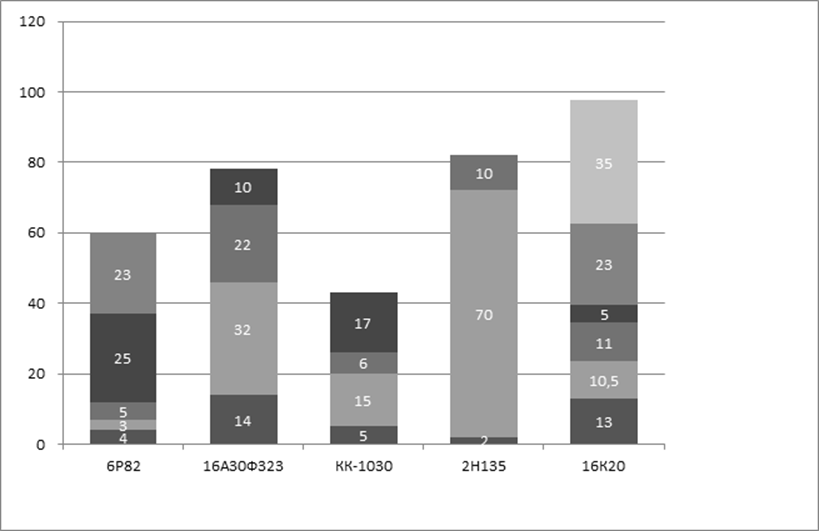 Рисунок 3 – график загрузки оборудования
Рисунок 3 – график загрузки оборудования
3.2 Определение количества производственных рабочих
Численность производственных рабочих для каждого рабочего места индивидуально определяется по формуле:
![]() (3.3)
(3.3)
где Fдр – эффективный годовой фонд времени станочника; Fдр=1908 ч;
Базовый вариант:
![]() шт. Принимаем
1
шт. Принимаем
1
![]() шт.
Принимаем 1
шт.
Принимаем 1
![]() шт.
Принимаем 1
шт.
Принимаем 1
![]() шт.
Принимаем 1
шт.
Принимаем 1
![]() шт.
Принимаем 1
шт.
Принимаем 1
![]() шт.
Принимаем 1
шт.
Принимаем 1
![]() шт.
Принимаем 1
шт.
Принимаем 1
Проектный вариант:
![]() Принимаем
1
Принимаем
1
![]() Принимаем
1
Принимаем
1
![]() Принимаем
1
Принимаем
1
![]() Принимаем
1
Принимаем
1
![]() Принимаем
1
Принимаем
1
![]() Принимаем
1
Принимаем
1
![]() Принимаем
1
Принимаем
1
Таблица 4.2 - Расчет количества оборудования и численности производственных рабочих.
|
Номер операции |
Модель станка |
Стоимость станка, млн.руб. |
Тшт-к, мин. |
Ср. |
Сп. |
Кз,% |
Профессия рабочего и разряд работ |
разряд работ |
Рст |
Рп |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Базовый вариант механообработки |
||||||||||
|
010 |
6Р82 |
39,725 |
3,529 |
0,04 |
1 |
4 |
фрезеровщик |
3 |
0,4 |
1 |
|
020 |
1К282 |
73,016 |
12,84 |
0,14 |
1 |
14 |
токарь |
4 |
0,14 |
1 |
|
030 |
КК-1030 |
28,996 |
4,3 |
0,05 |
1 |
5 |
токарь |
4 |
0,05 |
1 |
|
040 |
2Н135 |
12,016 |
1,3 |
0,02 |
1 |
2 |
сверловщик |
2 |
0,02 |
1 |
|
050 |
16К20 |
67,327 |
12,12 |
0.13 |
1 |
13 |
токарь |
4 |
0,13 |
1 |
|
060 |
16К20Ф3 |
39,580 |
25,81 |
0,32 |
1 |
32 |
оператор ЧПУ |
4 |
0,32 |
1 |
|
070 |
6Р82 |
78,596 |
2,58 |
0,03 |
1 |
3 |
фрезеровщик |
2 |
0,03 |
1 |
|
Проектный вариант механообработки |
||||||||||
|
010 |
6Р82 |
39,725 |
3,529 |
0,04 |
1 |
4 |
фрезеровщик |
3 |
0,04 |
1 |
|
020 |
16А30Ф332 |
39,580 |
7,86 |
оператор ЧПУ |
5 |
0,08 |
1 |
|||
|
030 |
КК-1030 |
28,996 |
4,3 |
0,05 |
1 |
5 |
токарь |
4 |
0,05 |
1 |
|
040 |
2Н135 |
12,016 |
1,3 |
0,02 |
1 |
2 |
сверловщик |
2 |
0,02 |
1 |
Окончание таблицы 4.2
|
050 |
16К20 |
67,327 |
12,12 |
0.13 |
1 |
13 |
токарь |
4 |
0,13 |
1 |
|
060 |
16К20Ф3 |
39,580 |
30,224 |
1 |
32 |
оператор ЧПУ |
4 |
0,32 |
1 |
|
|
070 |
6Р82 |
78,596 |
2,58 |
0,03 |
1 |
3 |
фрезеровщик |
2 |
0,03 |
1 |
3.3Мероприятия по энерго- и ресурсосбережению
В республике действует директива №3 энергосбережению и рациональном использовании ресурсов, а также мероприятия по реализации, которые позволяют комплексно решать задачи энергетической независимости и безопасности страны.
Важнейшими резервами снижения себестоимости промышленной продукции при высоком её качестве является рациональное и экономическое использование сырья, материалов, топлива, энергии и высоко производительности техники. Совершенствование техники и технологии, должно способствовать снижению себестоимости и увеличению выпуска высококачественной, технологически чистой продукции.
Научно-техническая революция характеризуется крупнейшими скачками в совершенствовании орудий труда, переходом автоматам, автоматизированным поточным линиям, промышленным роботам, автоматизированным системам управления (АСУ) с использованиям микропроцессоров и микро ЭВМ, переналаживаемым автоматическим участкам (АУ) и гибким производственным системам (ГПС).
Широко используются поточные и автоматические линии, МРС на ЧПУ, ЭВМ, робототехники и тр. Всё это даёт возможность увеличить производительность труда, механизировать и автоматизировать труд работников многих категорий, а значит, повысить культуру производства в промышленности.
Таким образам, становится очевидно, что необходимо принимать меры по снижению энерго- и ресурсозатрат, т. к. в настоящее время, это является жизненно важным, как для РБ, так, впрочем, и для других государств. В процессе энерго- и ресурсозатрат высвобождаются денежные и энерго – средства, которые можно использовать на достижение более важных целей.
В данном курсовом проекте был внедрён токарный станок с ЧПУ 16А30Ф323, который позволяет сберечь энергозатраты по его эксплуатации и время на обработку, путём использования более высоких режимов резания, чем в базовом ТП. Также масса заготовки уменьшалась, в связи с более рациональным
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.


