В одной из работ В.В. Панина сделан вывод, что глубина металлической ванны больше зависит от тепла, вносимого каплями электродного металла, чем от температуры шлаковой ванны, а в работе [17] приведены расчетные данные о том, что с каплями металла вносимся до 28 % общего количества тепла. Это противоречие, по-видимому, можно объяснить тем, что на глубину металлической ванны влияет не только вносимое с каплями тепло, но и сама по себе скорость поступления электродного металла.
В работе [18] показано, что для слитка диаметром 425 мм охлаждающее влияние затравки и поддона сказывается на глубине металлической ванны только до высоты наплавленного слитка равной 600 - 650 мм. Вместе с тем установлено, что увеличение интенсивности охлаждения кристаллизатора не позволяет сколько-нибудь заметно влиять на форму и объем металлической ванны.
Все это еще раз подчеркивает необходимость правильного выбора параметров процесса ЭШП и в первую очередь скорости наплавления слитка в зависимости от сечения и высоты слитка и свойств переплавляемого металла.
По мере наплавления слитка не только ослабевает охлаждающее действие поддона, но и уменьшается активное сопротивление короткой сети печи (в основном за счет уменьшения длины расходуемого электрода). Это приводит к тому, что при ведении плавки при неизменных значениях тока и напряжения на трансформаторе по ходу плавки мощность на шлаковой ванне увеличивается (нарастает напряжение на ванне) и растет глубина металлической ванны.
Для устранения этого по мере оплавления электрода следует снижать мощность за счет одновременного снижения тока и напряжения. Соотношение тока и напряжения в каждый момент плавки должно обеспечивать оптимальный характер плавления электрода. В конце плавки с целью выведения усадочной раковины и снижения головной обрези подводимая мощность должна соответствующим образом снижаться. Для получения постоянной скорости кристаллизации необходимо точно следить лишь за скоростью плавления электрода.
В ряде работ [19, 20, 21] были использованы различные параметры для описания формы металлической ванны в процессе ЭШП. Остановимся кратко на этих работах.
Направленность кристаллизации определяется не только глубиной металлической ванны, но и формой ее конической части, которая может быть оптимальной и при больших глубинах ванны жидкого металла.
Для характеристики жидкой металлической ванны необходимо учитывать
величину полной глубину ванны hм и коэффициент ее формы kф.к.
[19], представляющий собой отношение глубины цилиндрической части ![]() к полной глубине
ванны
к полной глубине
ванны ![]() (см. рисунок
27):
(см. рисунок
27):
 . (35)
. (35)
При kф.м.max = 1 жидкая металлическая ванна состоит из цилиндрической части и независимо от абсолютного значения ее объема наблюдается осевая кристаллизация слитка.
Таким образом, при получении нужной направленности структуры определяющее влияние при постоянном диаметре слитка оказывает глубина конической ванны hм. В случае наплавления слитков разного диаметра определяющим является коэффициент фронта кристаллизации, представляющий собой отношение диаметра слитка к глубине конической части ванны:
 . (36)
. (36)
Коэффициент фронта кристаллизации представляет собой тангенс угла наклона фронта кристаллизации к оси слитка и однозначно связан с характеристиками жидкой ванны:
 . (37)
. (37)
Направленность кристаллов в слитке определяется коэффициентом
фронта кристаллизации, который зависит не только от полной глубины жидкой
металлической ванны ![]() , но и
от коэффициента формы
, но и
от коэффициента формы ![]() .
.
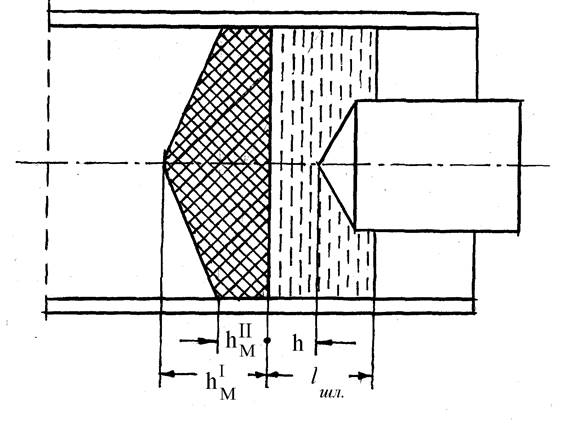
Рисунок 27 – Параметры металлической и шлаковой ванны
Глубина и форма металлической ванны электрошлакового слитка в общем случае зависят от температурного поля шлаковой ванны, которое связано с температурным полем металлической ванны. Форма металлической ванны, при прочих равных условиях, будет тем более пологой, чем больше диаметр расходуемого электрода и напряжение на шлаковой ванне, чем меньше сила тока и чем выше электропроводность применяемого шлака.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.