
Лабораторная работа №1
Автоматизированный расчёт заготовки.
Цель работы.
Автоматизированный расчёт основных организационно-технических характеристик технологического процесса для выбора вида заготовки с расчетом массы и размеров. Результаты расчёта будут использованы при проектировании технологического процесса с использованием САПР ТП ”ТОМСК”.
Порядок выполнения работы.
1. Ознакомиться с методическими указаниями к лабораторной работе.
2. Получить чертёж детали с указанием годовой программы выпуска.
3. Вызвать программу zagot.bat.
4. Распечатать файл zgt.dat результатов расчёта.
Принципиальный алгоритм программы представлен на рис.1.
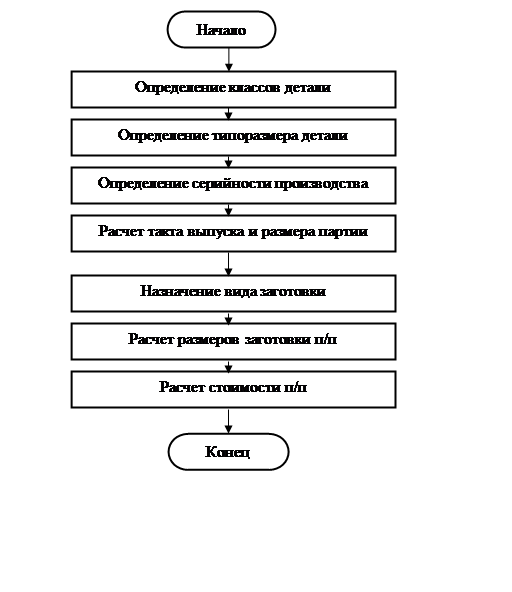
Рис. 1. Блок-схема алгоритма выбора заготовки.
ПРОТОКОЛ РАСЧЕТА ЗАГОТОВКИ
Исходные данные:
Наименование детали: Блок-шестеня
Класс детали: диск
Материал детали: Сталь высоколегированная Плотность 7.78 г/куб см
Масса детали 4.63 кг
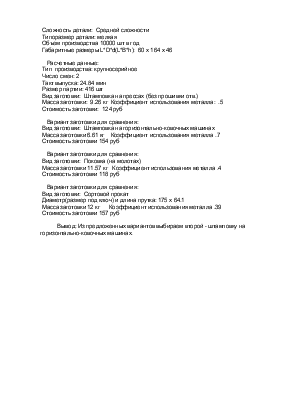
Сложность детали: Средней сложности
Типоразмер детали: мелкая
Объем производства 10000 шт в год
Габаритные размеры L*D*d(L*B*h): 60 x 164 x 46
Расчетные данные:
Тип производства: крупносерийное
Число смен: 2
Такт выпуска: 24.84 мин
Размер партии: 416 шт
Вид заготовки: Штамповка на прессах (без прошивки отв.)
Масса заготовки: 9.26 кг Коэффициент использования металла: .5
Стоимость заготовки: 124 руб
Вариант заготовки для сравнения:
Вид заготовки: Штамповка на горизонтально-ковочных машинах
Масса заготовки 6.61 кг Коэффициент использования металла .7
Стоимость заготовки 154 руб
Вариант заготовки для сравнения:
Вид заготовки: Поковка (на молотах)
Масса заготовки 11.57 кг Коэффициент использования металла .4
Стоимость заготовки 118 руб
Вариант заготовки для сравнения:
Вид заготовки: Сортовой прокат
Диаметр(размер под ключ) и длина прутка: 175 x 64.1
Масса заготовки 12 кг Коэффициент использования металла .39
Стоимость заготовки 157 руб
Вывод: Из предложенных вариантов выбираем второй - штамповку на горизонтально-ковочных машинах.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.