Лабораторная работа № 1.
Автоматизированный расчет заготовки.
Цель работы: Автоматизированный расчет основных организационно-технических характеристик технологического процесса для выбора заготовок с расчетом массы и размеров. Результаты расчета будут использованы при проектировании технологического процесса с использованием САПР ТП «Томск».
Исходные данные:
Вариант 22
· Чертеж детали – НГТУ САПР ТП. 22. ЛР.001.
· Название – Вал шлицевый.
· Материал – Сталь 45 ГОСТ 1054-79
· Годовая программа: N = 10000 шт.
· Твердость HRC 45...50.
Принципиальный алгоритм программы представлен на рис.1.
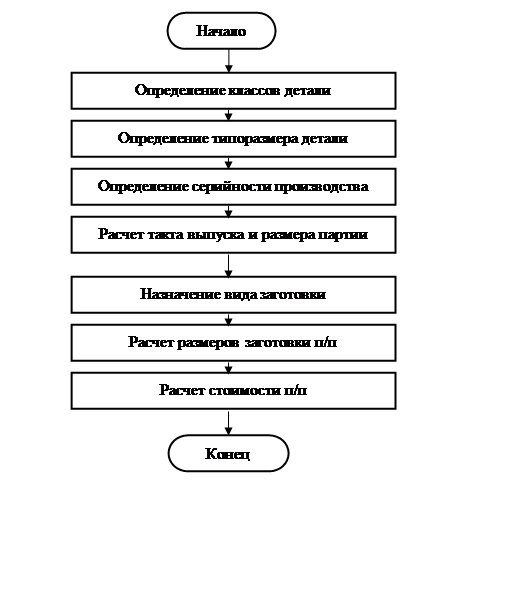
Рис. 1. Блок-схема алгоритма выбора заготовки.
Лабораторная работа № 2.
Проектирование маршрутно-операционных карт ТП изготовления детали в САПР ТП «Томск».
Цель работы: Получение в диалоговом режиме маршрутно-операционных карт ТП изготовления детали любой конфигурации. Областью применения является подготовка производства новых изделий.
Структурная схема САПР ТП «ТОМСК» представлена на рис. 2.
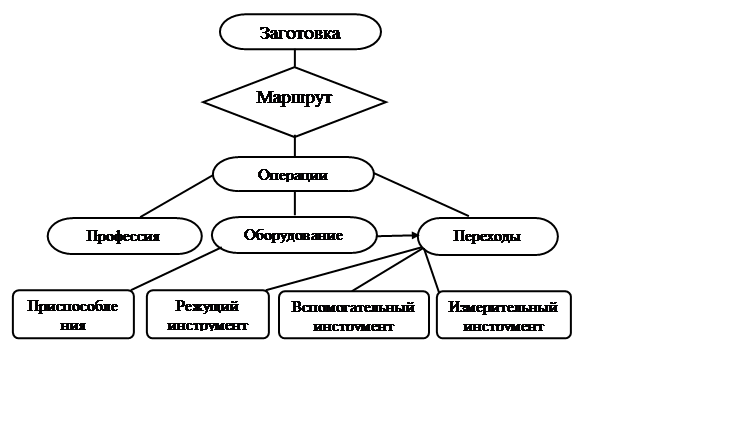
Рис. 2. Блок-схема алгоритма работы САПР ТП «Томск».
В основе лежит принцип автоматизированного поиска информации в БД, осуществляемого технологом под управлением программы-диалога, ведомого ЭВМ. ЭВМ предлагает технологу последовательные порции технологической информации, из которой он выбирает необходимую.
Последовательность подачи ее определяется структурой БД, организованной в зависимости от структуры технологического документа.
База данных формируется в виде отдельных массивов оборудования, инструмента, заготовок и т.д. Наличие логических связей между элементами массивов позволяет выполнять технологическое проектирование в последовательности заполнения технологической карты.
Связи между указанными массивами фиксируются в процессе формирования базы данных (рис. 3).
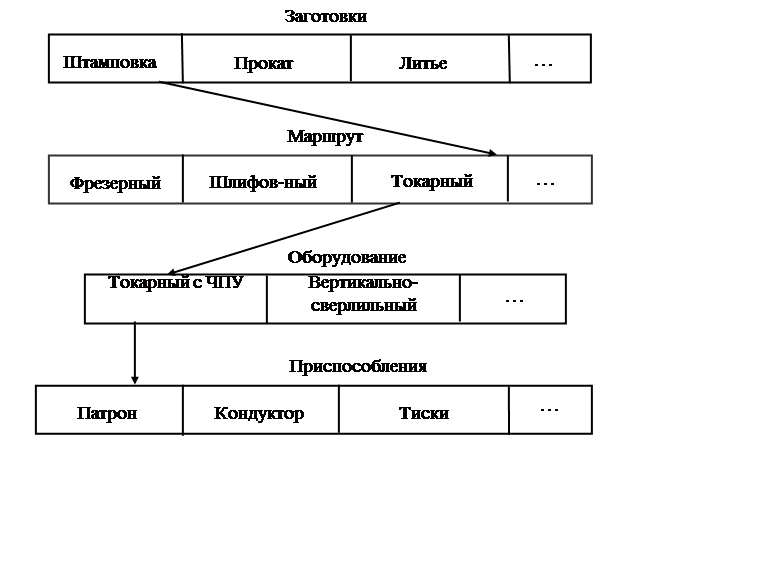
Рис. 3. Блок-схема связей.
Вывод: Проектирование технологического процесса при автоматизации значительно упрощается. Технолог сосредотачивается не на правильности заполнения всех необходимых форм, а на конкретной технологической задаче. Все необходимые данные всегда под рукой – не надо постоянно рыться в книгах, терять время. Проектирование технологического процесса в среднесерийном производстве требует детального расчленения по операциям и переходам. В ходе работы мы получили маршрутно-операционные карты ТП изготовления детали – вал шлицевый
Лабораторная работа № 3.
Автоматизированный размерный анализ технологического процесса с использованием теории графов.
Цель работы: Анализ технологических размерных цепей для контроля обеспечения точности линейных, диаметральных размеров и радиального биения по разработанному технологическому процессу. Расчет технологических размеров, припусков на обработку.
Для выполнения работы используется чертеж детали – вал шлицевый, представленный на рис. 4.
Рис. 4. Чертеж детали.
Для автоматизированного расчета линейных размеров производится анализ элементов детали, упорядочение обозначений торцов и нумерация линейных границ, т.е. составляется комплексная схема технологического процесса изготовления детали представленного в таблице 1.
Таблица 1.
|
Номер операции |
Операционный эскиз |
Содержание операции |
|
005 Токарная с ЧПУ |
Установ А Установ Б Неуказанные предельные отклонения размеров: Н12, h12, ±IT/2. |
1 Точить исходную поверхность по контуру предварительно 2 Точить исходную поверхность по контуру окончательно 3 Точить канавку окончательно 4 Нарезать резьбу M14-6g по программе 1 Точить исходную поверхность по контуру предварительно 2 Точить исходную поверхность по контуру окончательно |
|
010 Шлицефрезерная |
Фрезеровать Шлицы D-10*18a11 23h7*3f8 |
|
|
015 Фрезерная |
Фрезеровать шпоночный паз |
|
020 Круглошлифовальная |
1 Шлифовать предварительно поверхности 2 Шлифовать окончательно поверхности (цилиндр) выдерживая размеры 18( ) |
|
|
025 контрольная |
Комплексная схема представляет собой вычерченный в произвольном масштабе контур детали, на которой нанесены все поверхности: поверхности заготовки, готовой детали и промежуточные при переходе поверхности из одного состояния в другое согласно технологическому процессу. Для нашего примера, где в качестве заготовки используется пруток, комплексная схема дана на рис. 5.
Рис. 5. Комплексная схема.
Для нахождения размерных цепей используется теория графов. Разработанный техпроцесс можно представить в виде 2 графов: 1) граф по линейным размерам вдоль оси Х, в котором вершинами будут элементарные поверхности, а ребра – размерами, связывающими эти поверхности. Такой граф можно использовать для анализа обеспечения точности линейных размеров детали. Кроме того, рассчитываются технологические размеры и припуски, при которых эта точность обеспечивается; 2) граф несоосностей цилиндрических поверхностей, в котором вершины – элементарные поверхности и оси шпинделя, а ребра - несоосности заготовки или биение шпинделя. Такой граф можно использовать для контроля точности погрешности расположения цилиндрических поверхностей (например, радиальное биение), заданных на чертеже.
Технологический процесс является необратимым нециклическим процессом
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.