










Содержание:
1. Цель работы
2.Анализ конструкции редуктора
3 Анализ базирования деталей редуктора
4. Определение - замыкающих звеньев изделия
5. Построение графа в осевом направлении
6. Построение графа в радиальном направлении
7. Автоматизированный рас чет линейных размерных цепей
8. Автоматизированный расчет несоосностей вероятностным методом.
9. Выводы
1. Цель работы.
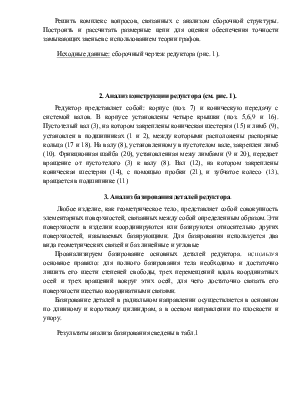
Решить комплекс вопросов, связанных с анализом сборочной структуры. Построить и рассчитать размерные цепи для оценки обеспечения точности замыкающих звеньев с использованием теории графов.
Исходные данные: сборочный чертеж редуктора (рис. 1).
2. Анализ конструкции редуктора (см. рис. 1).
Редуктор представляет собой: корпус (поз. 7) и коническую передачу с системой валов. В корпусе установлены четыре крышки (поз. 5,6,9 и 16). Пустотелый вал (3), на котором закреплены коническая шестерня (15) и лимб (9), установлен в подшипниках (1 и 2), между которыми расположены распорные кольца (17 и 18). На валу (8), установленному в пустотелом вале, закреплен лимб (10). Фрикционная шайба (20), установленная межу лимбами (9 и 20), передает вращение от пустотелого (3) к валу (8). Вал (12), на котором закреплены коническая шестерня (14), с помощью пробки (21), и зубчатое колесо (13), вращается в подшипнике (11)
3. Анализ базирования деталей редуктора.
Любое изделие, как геометрическое тело, представляет собой совокупность элементарных поверхностей, связанных между собой определенным образом. Эти поверхности в изделии координируются или базируются относительно других поверхностей, называемых базирующими. Для базирования используется два вида геометрических связей и баз линейные и угловые
Проанализируем базирование основных деталей редуктора. используя основное правило: для полного базирования тела необходимо и достаточно лишить его шести степеней свободы, трех перемещений вдоль координатных осей и трех вращений вокруг этих осей, для чего достаточно связать его поверхности шестью координатными связями.
Базирование деталей в радиальном направлении осуществляется в основном по длинному и короткому цилиндрам, а в осевом направлении по плоскости и упору.
Результаты анализа базирования сведены в табл.1
|
Базирующая деталь |
№ поз. |
Базовая деталь |
№ поз. |
Установоч- ная база |
Кол-во лишен- ных степеней свободы |
Опорная база |
Кол- во |
Общее кол-во лишенных степеней свободы |
|
Подшип- ники |
1,2 |
Полый вал |
3 |
Длинный цилиндр |
4 |
Упор |
1 |
5 |
|
Крышка |
4,5,6,16 |
Корпус |
7 |
Плоскость, винты |
3 1 |
Коротк. цилиндр |
2 |
6 |
|
Полый вал |
3 |
Вал |
8 |
Длинный цилиндр |
4 |
Упор |
1 |
5 |
|
Лимб1 |
9 |
Полый вал |
3 |
Длинный цилиндр шпонка |
4 1 |
Упор |
1 |
6 |
|
Лимб2 |
10 |
Вал |
8 |
Длинный цилиндр шлицы |
4 1 |
Упор |
1 |
6 |
|
Полый вал с подшип. |
3 |
Корпус |
7 |
Длинный цилиндр |
4 |
Упор |
1 |
5 |
|
Вал |
8 |
Полый вал |
3 |
Длинный цилиндр |
4 |
Упор |
1 |
5 |
|
Подшип- ник скольж. |
11 |
Малый вал |
12 |
Длинный цилиндр |
4 |
Упор |
1 |
5 |
|
Звездочка |
13 |
Малый вал |
12 |
Длинный цилиндр шлицы |
4 1 |
Упор |
1 |
6 |
|
Шестерня конич. (нижняя) |
14 |
Малый вал |
12 |
Длинный цилиндр шпонка |
4 1 |
Упор |
1 |
6 |
|
Шестерня конич. (верхняя) |
15 |
Полый вал |
3 |
Длинный цилиндр шпонка |
4 1 |
Упор |
1 |
6 |
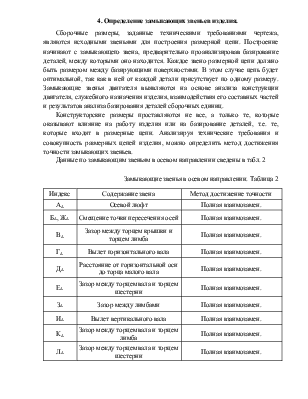
4. Определение замыкающих звеньев изделия.
Сборочные размеры, заданные техническими требованиями чертежа, являются исходными звеньями для построения размерной цепи. Построение начинают с замыкающего звена, предварительно проанализировав базирование деталей, между которыми оно находится. Каждое звено размерной цепи должно быть размером между базирующими поверхностями. В этом случае цепь будет оптимальной, так как в ней от каждой детали присутствует по одному размеру. Замыкающие звенья двигателя выявляются на основе анализа конструкции двигателя, служебного назначения изделия, взаимодействия его составных частей и результатов анализа базирования деталей сборочных единиц.
Конструкторские размеры проставляются не все, а только те, которые оказывают влияние на работу изделия или на базирование деталей, т.е. те, которые входят в размерные цепи. Анализируя технические требования и совокупность размерных цепей изделия, можно определить метод достижения точности замыкающих звеньев.
|
Индекс |
Содержание звена |
Метод достижение точности |
|
АD |
Осевой люфт |
Полная взаимозамен. |
|
БD, ЖD |
Смещение точки пересечения осей |
Полная взаимозамен. |
|
ВD |
Зазор между торцем крышки и торцем лимба |
Полная взаимозамен. |
|
ГD |
Вылет горизонтального вала |
Полная взаимозамен. |
|
ДD |
Расстояние от горизонтальной оси до торца малого вала |
Полная взаимозамен. |
|
ЕD |
Зазор между торцем вала и торцем шестерни |
Полная взаимозамен. |
|
ЗD |
Зазор между лимбами |
Полная взаимозамен. |
|
ИD |
Вылет вертикального вала |
Полная взаимозамен. |
|
КD |
Зазор между торцем вала и торцем лимба |
Полная взаимозамен. |
|
ЛD |
Зазор между торцем вала и торцем шестерни |
Полная взаимозамен. |
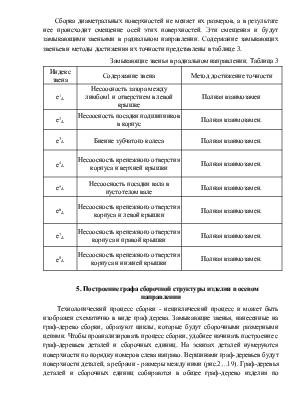
Сборка диаметральных поверхностей не меняет их размеров, а в результате нее происходит смещение осей этих поверхностей. Эти смещения и будут замыкающими звеньями в радиальном направлении. Содержание замыкающих звеньев и методы достижения их точности представлены в таблице 3.
Замыкающие звенья в радиальном направлении. Таблица 3
|
Индекс звена |
Содержание звена |
Метод достижение точности |
|
е1D |
Несоосность зазора между лимбом1 и отверстием в левой крышке |
Полная взаимозамен |
|
е2D |
Несоосность посадки подшипников в корпус |
Полная взаимозамен. |
|
е3D |
Биение зубчатого колеса |
Полная взаимозамен. |
|
е4D |
Несоосность крепежного отверстия корпуса и верхней крышки |
Полная взаимозамен. |
|
е5D |
Несоосность посадки вала в пустотелом вале |
Полная взаимозамен. |
|
е6D |
Несоосность крепежного отверстия корпуса и левой крышки |
Полная взаимозамен. |
|
е7D |
Несоосность крепежного отверстия корпуса и правой крышки |
Полная взаимозамен. |
|
е8D |
Несоосность крепежного отверстия корпуса и нижней крышки |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.