Новосибирский Государственный Технический Университет
|
Факультет: |
МТ |
|
Группа: |
КП-91 |
|
Студент: |
|
|
Преподаватель: |
|
Новосибирск 2003г.
Цель работы: Изучения принципа работы индикатора контакта и системы автоматического контроля размеров детали и инструмента.
Исследование точности системы автоматического контроля размеров инструмента.
Изучение методики автоматического контроля на примере измерения диаметра отверстия и смещения нуля детали.
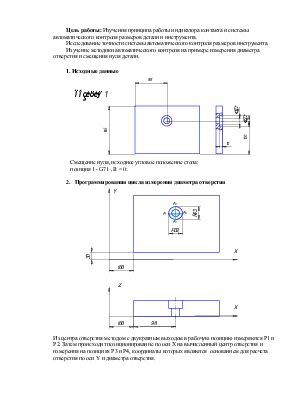
1. Исходные данные
Смещение нуля, исходное угловое положение стола: позиция 1 - G71 , B = 0;
2. Программирования цикла измерения диаметра отверстия
%50
№400 - программа обработки детали;
№405 G01 200 T27 - поиск в магазине ИКД;
№410 L6 - программа смены инструмента;
№415 G54 - вызов смещения нуля детали;
№420 G00 X198 Y130 -позиционирование ИКД в центр отверстия;
№425 Z5 D27 -позиционирование ИКД в отверстие по оси Z и вызов корректора на длину датчика;
№430 R10 2015 R11 3 R23 1 R27 1
R28 1 R29 3 - определения параметров R;
№435 R32 32.05 R33 0.002 R34 0.034
R35 0.05 R36 1 R37 0.08 - измерения отверстия;
№440 L987 - вызов подпрограммы измерения отверстия в плоскости x-y;
№445 G00 Z100 -вывод ИКД из отверстия по оси Z;
№450 М02 - конец программы.
3. Программирования цикла измерения диаметра отверстия
%50
№450 - программа обработки детали;
№455 G01 200 T27 - поиск в магазине ИКД;
№460 L6 - программа смены инструмента;
№465 G54 - вызов смещения нуля детали;
№470 G00 X198 Y130 -позиционирование ИКД в центр отверстия;
№475 Z5 D27 -позиционирование ИКД в отверстие по оси Z и вызов корректора на длину датчика;
№480 R10 2015 R11 3 R23 1 R27 1
R28 1 R29 3 - определения параметров R;
№485 R32 18.05 R33 0.002 R34 0.034
R35 0.05 R36 1 R37 0.08 - измерения отверстия;
№490 L987 - вызов подпрограммы измерения отверстия в плоскости x-y;
№495 G00 Z100 -вывод ИКД из отверстия по оси Z;
№500 М02 - конец программы.
L6
N1S0 -останов шпинделя
N5G28 -выход в позицию смены инструмента
N10M06 -смена инструмента
N15G00G91Y-70 -отвод шпинделя на безопасное расстояние
N20M20 -конец подпрограммы
Вывод: изучили принцип работы индикатора контакта и системы автоматического контроля размеров детали и инструмента .
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.