



















Содержание
Введение 2
Выбор материала 3
Технологичность изделий 4
3D модели изделий 7
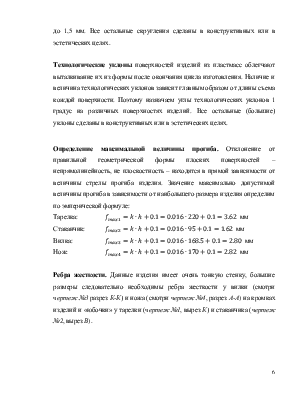
Анализ проливаемости изделий 11
Заключение 27
Список литературы 28
Приложение 29
Введение
Конструирование пластикового изделия является одним из самых важных и ответственных этапов в его создании и выпуске. Конструктор должен иметь четкое представление об эксплуатационных требованиях, предъявляемых к детали, т. е. она обязана работать и выполнять целевые функции, а также быть привлекательным с точки зрения дизайна. Но одновременно с этим изделие должно быть технологичным. Технологичность подразумевает – предельно простые форму и устройство детали, что в свою очередь способствует упрощению и удешевлению формующей оснастки. Контур отдельных элементов детали должен обеспечить легкость ее извлечения из формы, в том числе с использованием захватных устройств роботов – манипуляторов. Требуется, чтобы материалоемкость детали была минимальной, но при этом в ней не было бы участков, ослабленных опасными утонениями, надрезами, отверстиями, острыми углами сопрягаемых поверхностей. Физико механические характиристики должны быть одинаковыми по всей детали, на любом ее участке.
Цели и задачи проекта: Дизайн и конструирование бельевой прищерки из пластмассы. Расчет и разработка рекомендаций для изготовления, анализ проливаемости моделей изделий
Выбор материала
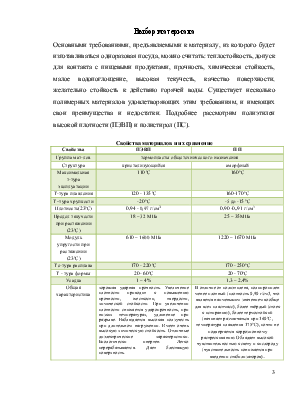
Основными требованиями, предъявляемыми к материалу, из которого будет изготавливаться одноразовая посуда, можно считать: теплостойкость, допуск для контакта с пищевыми продуктами, прочность, химическая стойкость, малое водопоглощение, высокая текучесть, качество поверхности, желательно стойкость к действию горячей воды. Существует несколько полимерных материалов удовлетворяющих этим требованиям, и имеющих свои преимущества и недостатки. Подробнее рассмотрим полиэтилен высокой плотности (ПЭВП) и полистирол (ПС).
Свойства материалов и их сравнение
|
Свойства |
ПЭВП |
ПП |
|
Группа мат-лов |
термопласты общетехнического назначения |
|
|
Структура |
кристализующийся |
аморфный |
|
Максимальная т-тура эксплуатации |
110 оС |
160 оС |
|
Т-тура плавления |
120 - 135 оС |
160-170 оС |
|
Т–тура хрупкости |
-20 оС |
-5 до -15 оС |
|
Плотность(23оС) |
0,94 - 0,97 г/см3 |
0,90 -0,,91 г/см3 |
|
Предел тякучести при растяжении (23оС) |
18 – 32 МПа |
25 – 35МПа |
|
Модуль упругости при растяжении (23оС) |
610 – 1600 МПа |
1220 – 1670 МПа |
|
Те-тура расплава |
170 - 220 оС |
170 - 250 оС |
|
Т - тура формы |
20 - 60оС |
20 - 70оС |
|
Усадка |
1 – 4% |
1,3 – 2,4% |
|
Общая характеристика |
хорошая ударная прочность. Увеличение плотности приводит к повышению прочности, жесткости, твердости, химической стойкости. При увеличении плотности снижается ударопрочность, при низких температурах, удлинение при разрыве. Наблюдается высокая ползучесть при длительном нагружении. Имеет очень высокую химическую стойкость. Отличные диэлектрические характеристики. Биологически инертен. Легко перерабатывается. Дает блестящую поверхность. |
В отличие от полиэтилена, полипропилен менее плотный (плотность 0,90 г/см3, что является наименьшим значением вообще для всех пластмасс), более твёрдый (стоек к истиранию), более термостойкий (начинает размягчаться при 140°C, температура плавления 175°C), почти не подвергается коррозионному растрескиванию. Обладает высокой чувствительностью к свету и кислороду (чувствительность понижается при введении стабилизаторов).. |
Вывод: Недостаток ПЭВП сильная усадка (1,0–4,0%), в отличии от ПП (1,3%-02,4%). ПП обладает необходимой стойкостью к агрессивным средам и солнечным лучам. Выбираем ПП.
Технологичность изделия
Расчет наименьшей допускаемой толщины стенки.
Одноразовая тарелка: диаметр d=170 мм. Smin1=0.8(3√d – 2.1)=2.75 мм
Окончательно примем толщину стенки S=0.4 мм т.к. тарелка одноразовая, не несет больших нагрузок и скорее всего будет иметь опору под дном (например стол или ладонь).
Одноразовый стаканчик: высота h=95 мм. Smin2=0.8(3√h – 2.1)=1.97 мм
Окончательно примем толщину стенки S=0.4 мм т.к. стаканчик одноразовый, не несет больших нагрузок.
Одноразовая вилка: длина L=170 мм. Smin3=0.8(3√L – 2.1)=2.74 мм
Окончательно примем толщину стенки S=1 мм т.к. вилка одноразовая, имеет ребра жесткости.
Одноразовый нож: длина L=170 мм. Smin4=0.8(3√L – 2.1)=2.74 мм
Окончательно примем толщину стенки S=1мм и S’=0.75мм т.к. нож одноразовый, имеет ребра жесткости.
Разнотолщинность изделий вызывает не равномерную усадку, являющуюся причиной образования вздутий, трещин и корабления. Поэтому всегда нужно стремиться к одному и тому же значению толщины на всех участках детали. Но в некоторых случаях это обеспечить не представляется возможным, и при проектировании опираемся на проверенные опытом рекомендации: разнотолщинность должна соблюдаться в соотношении 1:2. Мы искусственно нарушаем это правило только одном месте – ребро жесткости в шейке вилки (смотри чертеж №3). В этом месте у нас вписывается окружность диаметром 1,50 мм, а во всех остальных сечениях изделия вписывается окружность диамнтром 1,0 мм.
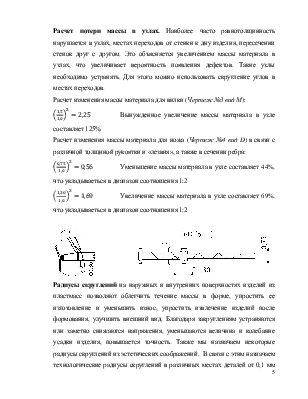
Расчет потери массы в узлах. Наиболее часто равнотолщинность нарушается в узлах, местах переходов от стенки к дну изделия, пересечении стенок друг с другом. Это объясняется увеличением массы материала в узлах, что увеличивает вероятность появления дефектов. Такие узлы необходимо устранять. Для этого можно использовать скругление углов в местах переходов.
Расчет изменения массы материала для вилки (Чертеж №3 вид М):
![]() Вынужденное увеличение
массы материала в узле составляет
Вынужденное увеличение
массы материала в узле составляет
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.