


























Московский Государственный Институт Электронной Техники (Технический Университет)
Кафедра промышленной экологии
Курсовая работа
На тему: «Разработка технологических процессов».
Выполнил: студент ЭТМО-31
Проверил:
г. Зеленоград, 2009
Содержание
Часть 1. Разработка технологического процесса изготовления детали «Крышка прибора». 3
1. Анализ технологичности детали. 3
2 Выбор метода получения заготовки. 4
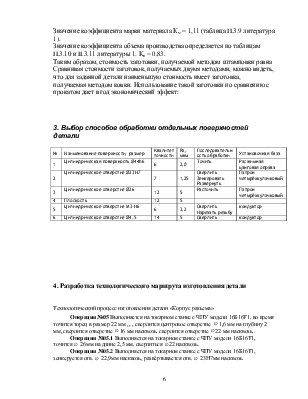
3. Выбор способов обработки отдельных поверхностей детали. 6
4. Разработка технологического маршрута изготовления детали. 6
5. Характеристики станков. 7
6. Разработка технологических операций……………………………………………………...9
Часть 2. Разработка технологического процесса сборки и монтажа цифрового модуля. 16
1. Расчет коэффициента технологичности ФЯ.. 17
2. Уточнение вариантов установки ЭРЭ на печатную плату. 17
3.Разработка маршрутной технологии. 13
4. Разработка технологических операций автоматической сборки. 21
5. Нормирование технологических операций. 26
6. Определение типа производства. 30
7. Определение технико-экономических показателей разработанного технологического процесса. 30
Литература. 31
Крышка – представитель деталей 11 класса. Подобные детали обычно используются в подшипниковых узлах или в качестве направляющих для перемещающихся вдоль оси валов.
На детали можно выделить следующие поверхности повышенной точности и качества:
- внутренняя цилиндрическая поверхность Ø 23Н7 и шероховатостью Ra 1,25 мкм; предназначена для базирования вала с подшипником;
- наружная цилиндрическая поверхность Ø 44h6 и шероховатостью Ra 2.0 мкм; по этой поверхности крышка базируется в корпусе устройства;
- торец буртика крышки (Ra 5 мкм), примыкающий к цилиндрической поверхности Ø 44h6, который будет соприкасаться с корпусной деталью;
Остальные поверхности на детали должны быть выполнены с шероховатостью Ra 20 мкм.
Деталь изготовляется из сплава Д16Т, относящегося к классу качественных конструкционных сплавов, которые удовлетворительно обрабатываются резанием.
|
Al |
Cu |
Mg |
Ti |
Mn |
|
90.8-94.7% |
3.8-4.9% |
1.2-1.8% |
1% |
0.3-0.9% |
Таблица 1. Состав сплава Д16Т.
|
Предел кратковременной прочности |
Относительное удлинение |
Твердость HB |
|
470 МПа |
19% |
42-105 |
Таблица 2. Механические свойства сплава Д16Т.
При технологическом анализе конструктивных элементов ошибок найдено не было. Для улучшения технологичности данной детали предложений не имеется.
2. Выбор метода получения заготовки.
Целесообразность выбора того или иного метода получения заготовки в каждом конкретном случае подвергается экономическому обоснованию с учетом программы выпуска.
1. Определение припусков и массы заготовок:
Для данной детали возможно использование заготовки в виде проката (прессованного прутка) или штамповкой (ковкой) заготоаок. Объем производства – 5000 штук/год. По таблице II.2.4 литературы 1 находим, что при использовании в качестве заготовки прутка из цветного металла при отношении l/D<8 припуск на наружный диаметр составляет 4 мм, т.е. диаметр заготовки для нашей детали Dзаг =59мм. По таблице II.2.5 литературы 1 при отрезке прутка отрезным резцом на токарном станке припуск по длине должен составить 4 мм, т.е. длина заготовки будет l=39 мм. Таким образом масса заготовки из проката составит (плотность сплава Д16Т 2.8 гр/см3):
V(заг)=60x60x22=79.2
По таблице П.2.3 литературы 1 для случая получения заготовок методом штамповки находим значения припусков на размеры выполняемой детали, которые составляют 4 мм на диаметр заготовки и 3 мм на ее длину, т.е. диаметр заготовки Dзаг = 60 мм, а длина l=38 мм. Масса заготовки для этого случая составит:
2. Определение стоимости заготовок, полученных различными способами.
Если деталь изготавливается из проката, затраты на заготовку определяются по ее массе и массе сдаваемой стружки:
![]()
где M – масса заготовки, кг;
Si – цена 1 кг материала заготовки, руб;
m – масса готовой детали (0,15) кг;
Sотх – цена 1 тонны отходов, руб.
Стоимость заготовок, получаемых методом штамповки, можно с достаточной точностью определить по формуле:
![]() , где
Ci – базовая стоимость 1 т заготовок, руб; kx – коэффициенты, зависящие от класса точности, группы сложности, массы,
марки материала и объема производства.
, где
Ci – базовая стоимость 1 т заготовок, руб; kx – коэффициенты, зависящие от класса точности, группы сложности, массы,
марки материала и объема производства.
Экономический эффект для сопоставления способов получения заготовок, при которых технологический процесс механической обработки не меняется, может быть рассчитан по формуле:
![]() , где
Sзаг1 Sзаг2 – стоимость сопоставляемых заготовок, руб.; N –
годовая программа, шт.
, где
Sзаг1 Sзаг2 – стоимость сопоставляемых заготовок, руб.; N –
годовая программа, шт.
Проведем расчет для вывода наиболее рационального метода получения заготовки. Деталь выполняется из сплава Д16Т, годовая программа выпуска 5000
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.