|
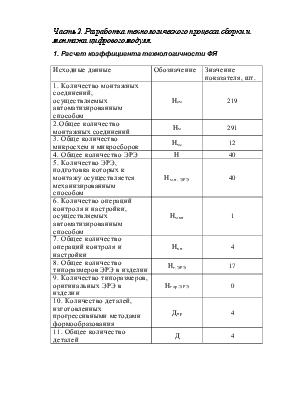
Исходные данные |
Обозначение |
Значение показателя, шт. |
|
1. Количество монтажных соединений, осуществляемых автоматизированным способом |
Нам |
219 |
|
2.Общее количество монтажных соединений |
Нм |
291 |
|
3. Обще количество микросхем и микросборок |
Нмс |
12 |
|
4. Общее количество ЭРЭ |
Н |
40 |
|
5. Количество ЭРЭ, подготовка которых к монтажу осуществляется механизированным способом |
Нм.п. ЭРЭ |
40 |
|
6. Количество операций контроля и настройки, осуществляемых автоматизированным способом |
Нмкн |
1 |
|
7. Общее количество операций контроля и настройки |
Нкн |
4 |
|
8. Общее количество типоразмеров ЭРЭ в изделии |
Нт.ЭРЭ |
17 |
|
9. Количество типоразмеров, оригинальных ЭРЭ в изделии |
Нтор.ЭРЭ |
0 |
|
10. Количество деталей, изготовленных прогрессивными методами формообразования |
Дпр |
4 |
|
11. Общее количество деталей |
Д |
4 |
D1…D12 – по варианту VIIIa
R1..R4 - по варианту Ia
R5 - по варианту Ia
R6, R9 - по варианту Ia
R10 - по варианту Ia
C1..C3 - по варианту Iв
C4 - по варианту Iв
С5 – по варианту Iа
C6…C7 - по варианту Iв
C8…C9 - по варианту Iв
С10 – по варианту IXб
VD1..VD3 - по варианту Ia
VD4, VD5 - по варианту Ia
05. Контрольная:
-проверить на упаковке дату изготовления печатной платы; при истечении срока хранения направить плату в цех- изготовитель для "освежения" (травления окисла с металлизации); на плате должны отсутствовать механические повреждения - царапины, отслоения металлизации, расслоения диэлектрика.
-проверить коробление платы (изгиб, скручивание) при помощи лекальной линейки или контрольной плиты. Допустимая величина коробления 0,1 мм на 100 мм длины.
10. Расконсервация:
-промывка платы от защитного лака на механизированной установке (табл. П 1 [5]). После промывки не должно быть видимых натёков и белесого налёта.
15.Сушка:
-сушить плату вертикально при температуре 60-70°С в течение 3-4 часов (может совмещаться с операцией 10).
20. Контрольная:
-электрический контроль целостности проводников и отсутствие коротких замыканий на установке для контроля печатных плат (визуально или много зондовым методом).
55. Комплектовочная:
-уложить ИС в пеналы ориентировано. Интегральные схемы засыпаются из транспортной тары в вибрационные загрузочные устройства и укладываются автоматически в технологические кассеты-пеналы.
70. Комплектовочная: разложить ПМК по ячейкам магазина установки сборки в соответствии с таблицей комплектации.
75. Нанесение клея в точках крепления ПМК с обратной стороны платы.
- получить клей ВК9, тщательно перемешать шпателем;
-установить печатную плату на стол установки трафаретной печати, с базированием по установочным пальцам или упорам;
-опустить рамку с трафаретом на печатную плату, совместить трафарет по реперным знакам или контактным площадкам, зафиксировать рамку с трафаретом;
-положить клей "валиком" на трафарет вдоль одной из коротких сторон рамки. Количество клея должно быть достаточным для заполнения всех отверстий трафарета;
-нанести клей на печатную плату с помощью ракеля через отверстия в трафарете. Угол установки ракеля - 45о к вертикали, скорость движения ракеля вдоль длинного края трафарета - 2-4 см/мин;
-выдержать 1-3 мин., снять рамку трафарета с установки трафаретной печати;
-снять печатную плату с установки трафаретной печати;
-после нанесения клея на все платы заданной партии, собрать остатки клея резиновым ракелем и уложить в тару для утилизации. Протереть трафарет бязевым тампоном, смоченным в ацетоне и протереть чисто салфеткой. Очистку трафарета производить в вытяжном шкафу.
80. Контрольная
-визуально контролировать качество нанесения клея. При наличии избытков клея удалить его скальпелем, при отсутствии клея в точках крепления нанести его ручным дозатором.
85. Автоматическая установка ПМК на печатную плату
-подготовить укладчик к работе, установить магазин с набором ПМК, ввести управляющую программу;
-установить печатную плату на стол укладчика ПМК, базировать плату по установочным пальцам или упорам;
-установить ПМК автоматически по введенной управляющей программе;
90. Контроль правильности установки ПМК.
-контролировать с помощью линзы с подсветкой правильность установки элементов при увеличении 4-12 раз. При необходимости осуществить корректировку вручную.
120. Сушильная:
-сушить печатную плату с установленными элементами и деталями в условиях цеха в течение 24 часов или в термостате при температуре 60 ±10оС 2-3 часа.
140. Сборочная. Установка ЭРЭ и деталей с креплением клеем:
-подготовить поверхность печатной платы, ЭРЭ и изоляционных деталей к склеиванию. Места склейки протереть тампоном, смоченным спирто-бензиновой смесью. При необходимости предварительно зачистить надфилем, скальпелем
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.