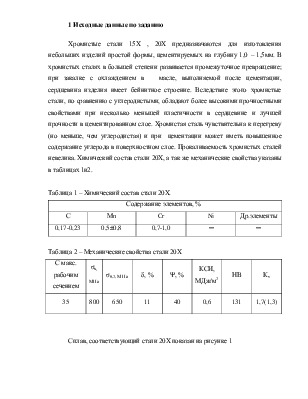





































Хромистые стали 15Х , 20Х предназначаются для изготовления небольших изделий простой формы, цементируемых на глубину 1,0 – 1,5мм. В хромистых сталях в большей степени развивается промежуточное превращение; при закалке с охлаждением в масле, выполняемой после цементации, сердцевина изделия имеет бейнитное строение. Вследствие этого хромистые стали, по сравнению с углеродистыми, обладают более высокими прочностными свойствами при несколько меньшей пластичности в сердцевине и лучшей прочности в цементированном слое. Хромистая сталь чувствительна к перегреву (но меньше, чем углеродистая) и при цементации может иметь повышенное содержание углерода в поверхностном слое. Прокаливаемость хромистых сталей невелика. Химический состав стали 20Х, а так же механические свойства указаны в таблицах 1и2.
Таблица 1 – Химический состав стали 20Х.
|
Содержание элементов, % |
||||
|
С |
Мn |
Cr |
Ni |
Др.элементы |
|
0,17-0,23 |
0,5±0,8 |
0,7-1,0 |
─ |
─ |
Таблица 2 – Механические свойства стали 20Х
|
С макс. рабочим сечением |
σв, МПа |
σ0,2, МПа |
δ, % |
Ψ, % |
КСИ, МДж/м2 |
НВ |
Кv |
|
35 |
800 |
650 |
11 |
40 |
0,6 |
131 |
1,7(1,3) |
Сплав, соответствующий стали 20Х показан на рисунке 1
Рисунок 1 – Диаграмма состояния железо-углерод
Рисунок 2 – Схема термической обработки.
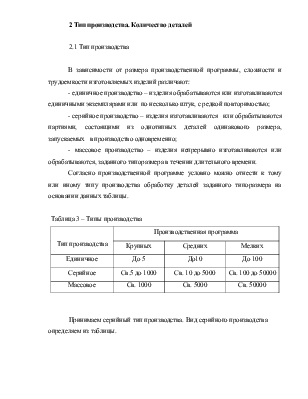
2 Тип производства. Количество деталей
2.1 Тип производства
В зависимости от размера производственной программы, сложности и трудоемкости изготовляемых изделий различают:
- единичное производство – изделия обрабатываются или изготавливаются единичными экземплярами или по несколько штук, с редкой повторимостью;
- серийное производство – изделия изготавливаются или обрабатываются партиями, состоящими из однотипных деталей одинакового размера, запускаемых в производство одновременно;
- массовое производство – изделия непрерывно изготавливаются или обрабатываются, заданного типоразмера в течении длительного времени.
Согласно производственной программе условно можно отнести к тому или иному типу производства обработку деталей заданного типоразмера на основании данных таблицы.
Таблица 3 – Типы производства
|
Тип производства |
Производственная программа |
||
|
Крупных |
Средних |
Мелких |
|
|
Единичное |
До 5 |
До10 |
До 100 |
|
Серийное |
Св.5 до 1000 |
Св. 10 до 5000 |
Св. 100 до 50000 |
|
Массовое |
Св. 1000 |
Св. 5000 |
Св. 50000 |
Принимаем серийный тип производства. Вид серийного производства определяем из таблицы.
Таблица 4 – Виды серийного производства
Видыпроизводства |
Количество деталей в партии |
||
Крупных |
Средних |
Мелких |
|
|
Мелкосерийное |
2 - 5 |
6 - 25 |
10 - 50 |
|
Среднесерийное |
6 - 25 |
26 - 150 |
51 - 300 |
|
Крупносерийное |
Свыше 25 |
Свыше 150 |
Свыше 300 |
2.2 Количество деталей в партии
![]() , (1)
, (1)
где N – годовая программа выпуска деталей;
t – число дней, на которое нужно иметь запас готовых деталей для бесперебойной работы цеха (принимается обычно 2-3 дня );
Ф – число рабочих дней в году.
![]() .
.
Сопоставив результат с данными таблицы, получили, что данное количество деталей в партии относятся к среднесерийному производству.
3. Вид заготовки и припуски на обработку
3.1 Вид заготовки и технология получения
Заготовкой называется предмет производства, из которого изменением формы, размеров, качества поверхностей и свойств материала изготавливают требуемую деталь. Выбор вида заготовки зависит от материала, формы и размера детали, ее назначения; условий работы и испытываемой нагрузки, от типа производства. Для изготовления данной детали применялась заготовка, полученная в процессе поковки (горячей штамповки).
Горячая штамповка – это вид обработки металлов давлением, при котором форма–образования поковки из нагретой заготовки осуществляют с помощью специального инструмента – штампа. Течение металла ограничивается поверхностями плоскостей (так же выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую плоскость (ручей) по конфигурации поковки.
В качестве заготовок для горячей штамповки в подавляющем большинстве случаев применяют прокат круглого, квадратного, прямоугольного профилей, а также периодический. При этом прутки разрезают на отдельные ( мерные ) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине.
Наличие большого разнообразия форм и размеров штамповочных поковок
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.