













Исходные данные расчётно-графической работы
1 Расчёт выбросов загрязняющих веществ (ЗВ) в атмосферу технологическими участками
1.1 Сварочный участок.
Расход сварочного (наплавочного) материала, кг/год 1800
Трудоёмкость сварочных работ, чел ч/год 750
Количество одновременно работающих сварщиков 1
Возможность работы одним сварочным материалом на всех постах нет
Марка электрода ОЗС-4
% годового расхода 85
Марка электрода АНО-9
% годового расхода 15
1.2 Моечный участок.
Тип оборудования ванна
Моющее средство керосин
Температура моющего раствора, ºС 18
Размер ванны, м 0,5´1,0
Продолжительность работы, ч/год 1460
Объем машины, м3 8,0
1.3 Окрасочный участок
Тип лакокрасочного материала(ЛКМ) ХВ-005
Расход ЛКМ, т/год 3,2
Длительность сушки за год, ч 650
Способ окраски вручную кистью(ВР)
Максимальный расход ЛКМ за 20-минутный интервал времени, кг 3,0
Температура газа в устье ИЗА, °С 18
1.4 Участок плавки металлов.
Плавильный агрегат печь элекродугвая
Температура газов, °С 130
Выплавляемый металл чугун
Производительность печи, т/ч 0,6
Масса выплавляемого металла за год, тыс. т 8,2
1.5Участок литья пластмасс.
Материал полистирол
Технологический процесс литье
Объем впрыска машины, л 1,05
Расход перерабатываемого материала, т 3,4
Усилие пресса, Н 2,8×106
1.1 Расчет сварочного участка
![]() , где q – удельные
выделения загрязняющих веществ при сварке, г/кг
, где q – удельные
выделения загрязняющих веществ при сварке, г/кг
В – расход электродов за год в кг.
Массовые выбросы ЗВ (г/с) при постоянной интенсивности расхода электродов на сварочном посту
![]() , где t
– трудоемкость выполнения сварочных работ за год, чел. ч;
, где t
– трудоемкость выполнения сварочных работ за год, чел. ч;
m – максимальное количество сварщиков одновременно работающих на посту (принимаем т=2).
Согласно данным формулам и учитывая процент годового расхода каждого из видов электродов (ОЗС-4 – 85%; АНО-9 – 15%), определим искомые величины. Исходные величины и результаты расчетов приведены в таблице 1.
|
Марка электро-да |
Загрязняющее вещество |
q, г/кг |
В, кг/год |
t, чел×ч |
П, т/год |
М, г/с |
|
|
АНО-9 |
Железа оксид |
15,1 |
1800 |
750 |
0,004077 |
0,00151 |
|
|
Марганца оксид |
0,9 |
0,000243 |
0,00009 |
||||
|
Фториды газообразные |
0,47 |
0,0001269 |
0,000047 |
||||
|
Фториды хорошо растворимые |
0,13 |
0,0000351 |
0,000013 |
||||
|
ОЗС-4 |
Железа оксид |
9,63 |
0,0147339 |
0,005457 |
|||
|
Марганца оксид |
1,27 |
0,0019431 |
0,0007197 |
||||
|
Итого железа оксид |
0,018811 |
0,006967 |
|||||
|
Итого марганца оксид |
0,002186 |
0,000810 |
|||||
1.2 Участок моечный
При обработке деталей в растворах с их поверхности удаляются жировые загрязнения, смазка и масло, окалина, продукты коррозии, оксидные пленки и др. Обработка состоит из ряда операций: обезжиривания, травления, химического или электрохимического полирования и активирования поверхности деталей. Для этих целей применяют органические растворители, щелочные, кислотные и эмульсионные моющие растворы.
При мойке деталей в ванне массовый выброс загрязняющих веществ
![]() , где g -- удельное выделение загрязняющих веществ, г/(с∙м2);
, где g -- удельное выделение загрязняющих веществ, г/(с∙м2);
F – площадь зеркала ванны, м2;
Валовые выбросы загрязняющих веществ
![]() , где t - средняя длительность обезжиривания за
день, ч;
, где t - средняя длительность обезжиривания за
день, ч;
N – число рабочих дней в году.
Исходные данные и результаты расчетов представлены в таблице 2.
Таблица 2 – Исходные и вычисленные величины для расчета участка моечного
|
g, г/(с×м2) |
F, м2 |
t×N |
П0, т/год |
МИ, г/с |
|
0,0433 |
0,5 |
1460 |
0,11379 |
0,02165 |
Валовые выбросы i-го вредного вещества при использовании j-го лакокрасочного материала (ЛКМ)
![]() , где Вj –
масса j-го ЛКМ, израсходованного за год, кг;
, где Вj –
масса j-го ЛКМ, израсходованного за год, кг;
fi – доля i-го вредного вещества, %;
d – доля ЛКМ, выделяющегося в атмосферу при окраске или сушке (в зависимости от способа окраски), %.
![]() .
.
где k – коэффициент выделения вредных веществ из ЛКМ (при окраске k=1,0; при сушке k=0,8);
В20 – максимальный расход ЛКМ за 20-ти минутный интервал времени красочных работ, кг.
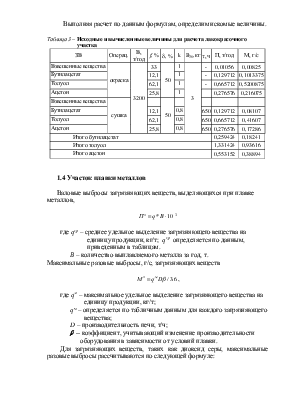
Выполняя расчет по данным формулам, определим искомые величины.
|
ЗВ |
Операц. |
В, т/год |
f, % |
d, % |
k |
B20,кг |
t, ч |
П, т/год |
М, г/c |
|
Взвешенные вещества |
окраска |
3200 |
33 |
50 |
1 |
3 |
- |
0,01056 |
0,00825 |
|
Бутилацетат |
12,1 |
1 |
- |
0,129712 |
0,1013375 |
||||
|
Толуол |
62,1 |
1 |
- |
0,665712 |
0,5200875 |
||||
|
Ацетон |
25,8 |
1 |
0,276576 |
0,216075 |
|||||
|
Взвешенные вещества |
сушка |
50 |
|||||||
|
Бутилацетат |
12,1 |
0,8 |
650 |
0,129712 |
0,08107 |
||||
|
Толуол |
62,1 |
0,8 |
650 |
0,665712 |
0,41607 |
||||
|
Ацетон |
25,8 |
0,8 |
650 |
0,276576 |
0,17286 |
||||
|
Итого бутилацетат |
0,259424 |
0,18241 |
|||||||
|
Итого толуол |
1,331424 |
0,93616 |
|||||||
|
Итого ацетон |
0,553152 |
0,38894 |
|||||||
1.4 Участок плавки металлов
Валовые выбросы загрязняющих веществ, выделяющихся при плавке металлов,
![]()
где qcр – среднее удельное выделение загрязняющего вещества на единицу продукции, кг/т; qcр определяется по данным, приведенным в таблицам.
В – количество выплавляемого металла за год, т.
Максимальные разовые выбросы, г/с, загрязняющих веществ
![]() , где qм
– максимальное удельное выделение загрязняющего вещества на единицу продукции, кг/т;
, где qм
– максимальное удельное выделение загрязняющего вещества на единицу продукции, кг/т;
qм – определяется по табличным данным для каждого загрязняющего вещества;
D – производительность печи, т/ч;
b -- коэффициент, учитывающий изменение производительности оборудования в зависимости от условий плавки.
Для загрязняющих веществ, таких как диоксид серы, максимальные разовые выбросы рассчитываются по следующей формуле:
![]() , где V1 – максимальный объем образующихся газов,
тыс. м3/ч. Принимаем 1,62 тыс. м3/ч;
, где V1 – максимальный объем образующихся газов,
тыс. м3/ч. Принимаем 1,62 тыс. м3/ч;
Сm – концентрация загрязняющего вещества в образующихся газах, мг/м3. Принимаем равным 5 мг/м3 диоксида серы.
Исходные данные и результаты расчетов представлены в таблице 4.
Таблица 4 - Исходные и вычисленные величины для расчета плавки металлов
|
Загрязняющее вещество |
qср, кг/т |
В, т |
qм, кг/т |
q , мг/м |
D, т/ч |
b |
П, т/год |
М, г/с |
|
пыль |
7,6 |
8200 |
7,7 |
8 |
0,67 |
62,32 |
11,4644 |
|
|
углерода оксид |
1,45 |
8200 |
1,6 |
8 |
0,67 |
11,89 |
2,3822 |
|
|
азота диоксид |
0,29 |
8200 |
0,32 |
8 |
0,67 |
2,387 |
0,4764 |
|
|
серы диоксид |
0,0016 |
8200 |
5 |
8 |
0,67 |
0,01312 |
0,005 |
|
|
железа ферроцианид |
0,0284 |
8200 |
50 |
8 |
0,67 |
0,23288 |
0,050 |
|
|
фтористый водород |
0,00056 |
8200 |
1,2 |
8 |
0,67 |
0,004592 |
0,0012 |
Валовый выброс загрязняющих веществ при литье деталей из пластмасс
![]()
где В – количество обработанного металла за год, кг;
q – удельное выделение ЗВ, г/кг.
Массовый выброс загрязняющих веществ

где g – удельное выделение ЗВ на единицу оборудования, кг/ч.
Выполняя расчет по данным формулам, определим искомые величины
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.