












4 ОРГАНИЗАЦИЯ РЕМОНТА И ПРОЕКТИРОВАНИЕ
ТЕЛЕЖЕЧНОГО ОТДЕЛЕНИЯ
4.1 Назначение тележечного отделения и его структура
В тележечном цехе ремонтируются тележки, выполняется полная их разборка, сборка, проверка и окраска. Выкаченные из-под вагонов тележки подают в тележечный цех, где их обмывают в моечной машине и разбирают. Колесные пары направляют в колесный цех; другие узлы и детали тележек очищают, обмывают и осматривают для определения объема ремонта, а затем направляют в соответствующие отделения.
Тележечный цех кооперируется с ремонтно-комплектовочным и механическим цехами, которые производят ремонт или изготовление и комплектовку деталей и узлов тележек, а затем направляют их для общей сборки в тележечный цех. Тележки собирают по принципу взаимозаменяемости и с использованием заранее отремонтированных узлов и деталей. Проверенные и окрашенные тележки передают в цех для пополнения оборотного запаса или для подкатки под кузова ремонтируемых вагонов.
В состав тележечного цеха входят несколько отделении и участков: моечное, разборочное, осмотра и сортировки деталей, ремонта и комплектовки рам, гасителей колебаний, комплектовки деталей тормоза, участки общей сборки, проверки и окраски тележек.
Участок для ремонта боковых рам тележек оборудуют специальным стендом-кантователем, на котором рама может быть повернута на 1800 вокруг продольной оси и зафиксирована в удобном для выполнения ремонтных работ положении.
Количество производственных рабочих зависит от программы отделения, затрат времени на ремонтируемую единицу и годового фонда рабочего времени одного работника.
Тележечный цех и все его отделения, и участки обычно размещают в одном из пролетов здания вагоноремонтного цеха параллельно электровозосборочному цеху. Ширину пролета принимают 18 м. Длина тележечного цеха определяется планировкой оборудования разборочных, ремонтных, сборочных участков, рабочих мест и складских площадок.
Размеры каждого отделения или "участка цеха окончательно уточняют при расстановке оборудования в соответствии с нормами, определяющими расстояние между станками, рабочими и складскими площадками и строительными конструкциями здания. Планировка и основные размеры разборочных и сборочных участков с нестандартным оборудованием (конвейеры, стенды, кондукторы и др.) определяются удобством его расположения.
При планировке и компоновке оборудования участков и поточных линий нужно соблюдать последовательность его размещения по ходу выполнения технологического процесса, стремиться при этом, не только обеспечить прямоточность производства и наиболее рациональную специализацию работ на каждом участке, но и достигнуть наилучшего использования технологического и транспортного оборудования.
Цех ремонта тележек, размещенный в пролете шириной 18 м, оборудован двумя мостовыми кранами грузоподъемностью 10т. Кроме того, на позициях разборки и сборки тележек имеются консольные краны и грузоподъемностью 1 т.
Тележку разбирают. Раму тележки снимают с колесных пар и устанавливают на опоры, где производят ее дальнейшую разборку, а колесные пары передают по рельсовому пути в колесный цех. Рама и другие, снятые с нее части тележки передвигаются на позицию для обмывки в моечной машине.
После обмывки рама и детали передаются на позицию для осмотра и определения объема ремонтных работ.
4.2 Расчет фондов рабочего времени.
Расчет выполнен в пункте 1.2.
4.3 Выбор формы организации производства для проектируемого участка
Такт выпуска – интервал времени, через который периодически производится выпуск изделий определенного наименования, типоразмера и исполнения
 ,
(4.1)
,
(4.1)
где ![]() - годовой объем выпуска из ремонта, тележки.
- годовой объем выпуска из ремонта, тележки.
![]() ч/тележку,
ч/тележку,
![]() ч/тележку,
ч/тележку,
![]() ч/тележку.
ч/тележку.
Для удобства в
оперативном планировании полученные значения округляем до целых величин: ![]() ч/тележку,
ч/тележку, ![]() ч/тележку,
ч/тележку,
![]() ч/тележку.
ч/тележку.
Определяем скорректированное значение годовых объемов выпуска
![]() тележек,
тележек,
![]() тележек,
тележек,
![]() тележек.
тележек.
Во всех дальнейших
расчетах будем оперировать следующими величинами годового объема выпуска: ![]() тележек,
тележек, ![]() тележек,
тележек,
![]() тележек.
тележек.
Ритм выпуска – количество изделий определенного наименования, типоразмера и исполнения, выпускаемое в единицу времени
 ,
(4.2)
,
(4.2)
![]() тележек/ч,
тележек/ч,
![]() тележек/ч,
тележек/ч,
![]() тележек/ч.
тележек/ч.
Возможность размещения поточной линии рациональна при соблюдении следующего условия
 ,
(4.3)
,
(4.3)
![]() ,
,
![]() ,
,
![]() .
.
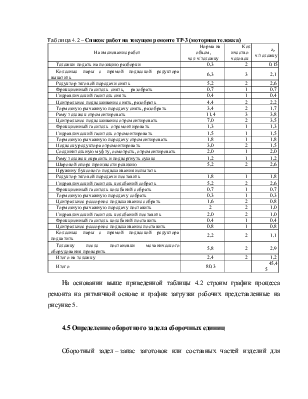
Следовательно, размещение поточных линий для ремонта тележек не рентабельно. Поэтому принимаем стационарную форму ремонта тележек электропоезда на участках ТР-3, КР-1 и КР-2.
4.4 Разработка графика процесса ремонта и график загрузки рабочих
Изучив производаственный процесс тележечного отделения составляем
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.