






































Раздел 2 СВАРКА ДАВЛЕНИЕМ
При сварке давлением образование соединения осуществляется, главным образом, за счет совместной пластической деформации материалов в зоне их контактирования. При этом нагрев выступает лишь в качестве сопутствующего активирующего фактора и в некоторых процессах может отсутствовать вообще.
Согласно общей теории, любой процесс сварки развивается постадийно. При этом физика явлений, ответственных за формирование межатомных связей, сводится к трем наиболее важным стадиям.
I.Образование физического контакта. На этой стадии происходит сближение соединяемых поверхностей на расстояния, соизмеримые с атомными расстояниями в кристаллической решетке. При всех способах сварки давлением эта стадия реализуется за счет пластической деформации микровыступов контактирующих поверхностей (обеих при сварке однородных сочетаний металлов или менее прочной при сварке разнородных сочетаний). Наличие небольших количеств жидкой фазы в некоторых процессах (например, при диффузионной сварке через расплавляющиеся прослойки) облегчает развитие этой стадии взаимодействия.
II.Активация контактных поверхностей. Формирование монолитного соединения непременно проходит через эту стадию. При этом возникают так называемые «активные центры». Активация поверхностей при сварке давлением происходит одновременно с образованием контакта в значительной мере за счет пластической деформации (механическая активация). Нагрев также способствует развитию этой стадии взаимодействия (термическая активация).
В общем случае суть активации поверхностей состоит в создании условии, при которых атомы, расположенные по обе стороны контактной границы, смогут вступать во взаимодействие с образованием межатомных связей. Эта стадия включает ряд важнейших физических процессов, в том числе разрушение органических пленок и оксидных слоев (очистка поверхностей), а также повышение энергии поверхностных атомов до уровня, при котором возможно химическое взаимодействие.
Стадия активации заканчивается схватыванием по большей части площади контактирования. Однако учитывая, что образование активных центров вследствие неоднородности взаимодействия происходит не одновременно по всей поверхности, ее длительность, в зависимости от интенсивности силового воздействия и свойств свариваемых материалов, может изменяться от долей секунды до нескольких десятков минут.
Процесс получения работоспособного соединения в большинстве случаев (особенно при наличии сопутствующего нагрева) не заканчивается схватыванием.
III. Дальнейшее его развитие происходит в результате диффузионных перемещений атомов через границу контакта на стадии объемного взаимодействия, которой и завершается сварка. Ясно, что в случаях, когда сварка давлением осуществляется без внешнего нагрева (холодная сварка, сварка взрывом), стадия объемного взаимодействия не получает существенного развития и соединение завершается на стадии схватывания.
На практике выбор способа сварки давлением, пригодного для решения конкретных технологических задач, осуществляется в значительной мере в зависимости от сочетания свойств соединяемых материалов (однородные, разнородные) и их совместимости, которая определяется прежде всего вероятностью образования интерметаллидов.
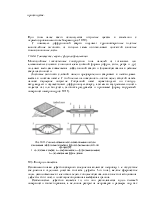
В первую группу следует отнести способы сварки, при которых соединение завершается на стадии схватывания контактных поверхностей. В этой группе стадия объемного взаимодействия не получает развитая вследствие низких температур (холодная сварка, сварка взрывом, магнитно-импульсная) или ввиду сравнительно высоких скоростей деформирования (ударная сварка в вакууме, сварка прокаткой, термокомпрессионная сварка). Поэтому зона контакта, как правило, четко выражена. Способы этой группы наиболее пригодны для сварки разнородных материалов при опасности образования интерметаллидов в контакте.
Вторая группа включает способы, при которых объемное взаимодействие получает заметное развитие и соединение завершается образованием общих зерен в зоне контакта. Такие процессы наиболее пригодны для сварки материалов в однородных сочетаниях.
Глава 1. ДИФФУЗИОННАЯ СВАРКА
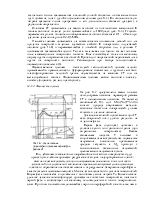
10.1. Общие сведения
В основе технологии лежит способ, разработанный в СССР проф. Н. Ф. Казаковым в 1953 г. [1]. Относится к классу термомеханических процессов (ГОСТ 19521—74). Находит наибольшее применение в электронной, электротехнической, автомобильной, авиационной промышленности, а также в энергетическом, химическом машиностроении и других отраслях техники. От общего объема механизированных способов сварки на долю диффузионной сварки вместе с другими, так называемыми новыми способами (например радиочастотной, электронно-лучевой видами сварки) приходится 4,5—7,7% [2—3]. По прогнозам, предполагается некоторое расширение использования этих способов к 2000 г. до ~8 %. Наибольшее применение среди технически развитых стран способ находит
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.