Разметка состоит в нанесении на металл конфигурации заготовки с припуском. Припуск – это разность между размером заготовки и чистовым размером детали. Припуск снимают при последующей обработке. Для разметки применяют разметочные столы или плиты необходимых размеров.
Резку выполняют кислородными резаками по намеченной линии контура детали вручную или газорезательными машинами специального назначения. Резка на металлических станках более производительна и дает высокое качество реза. Для механической прямолинейной резки листового металла применяют прессножницы или гильотина. Последний вариант наиболее подходит для заготовок под раму.
Подготовку свариваемых кромок деталей большой толщины выполняют кислородной резкой или обработкой на строгальных или фрезерных станках, для подготовки тонколистового металла используют кромкогибочные прессы или специальные станки.
Сборка – это технологическая операция, обеспечивающая подлежащими сварке деталями необходимое взаимное расположение с закреплением их специальными приспособлениями или прихватками.
Существуют следующие приспособления для сборки:
1) сборочно-сварочная плита – опорное приспособление в виде горизонтальной металлической плиты с пазами;
2) стеллаж – опорное приспособление с плоской горизонтальной поверхностью для размещения крупногабаритных изделий в цехе;
3) сборочно-сварочные стенды – устройства для размещения деталей собираемых и свариваемых крупногабаритных изделий и фиксаций их в нужном положении.
Основой сборочного приспособления является жесткий каркас, несущий упоры фиксаторы и прижимы. При сборке детали заводят в приспособления, укладывают по упорам и фиксаторам и закрепляют пружинами.
Для сборки «Рамы» используется Универсальная сборочно-сварочная плита – опорное приспособление в виде горизонтальной металлической плиты с пазами Основой сборочной плиты является жесткий каркас, несущий упоры фиксаторы и прижимы. При сборке детали заводят в приспособления, укладывают по упорам, фиксаторам и закрепляют пружинами.
Сборку рамы следует производить в следующей последовательности:
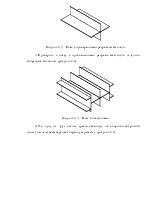
1. К каждой из боковин необходимо приварить ребра жесткости (две пары размером 130*910*6) (рисунок 3.1)
Рисунок 3.1 – Боковина с приваренными ребрами жесткости
2. К поясу также приварить пару ребер жесткости размером 910*215*6 (рисунок 3.2).
Рисунок 3.2 – Пояс с приваренными ребрами жесткости
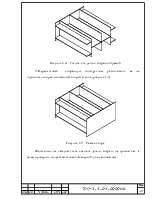
3. Приварить к поясу с прихваченными ребрами жесткости отдельно собранные боковины (рисунок 3.3).
Рисунок 3.3 – Пояс с боковинами
4. На одну из двух стенок (расположенную на сборочно-сварочной плите) накладываем заранее собранную решетку (рисунок 3.4).
Рисунок 3.4 – Стенка с отдельно собранной рамой
5. Перекантовав собранную конструкцию расположить её на горизонтально расположенной второй стенке (рисунок 3.5)
Рисунок 3.5 – Рама в сборе
Желательно на каждом этапе сначала детали собрать на прихватках, а затем проварить полуавтоматической сваркой (полуавтоматом).
4 Принципиальная схема закрепления. Оборудование и приспособления для базирования деталей свариваемого изделия
На принципиальных схемах закрепления (см. рисунок 4.1, рисунок 4.2, рисунок 4.3, рисунок 4.4) в виде принятых условных обозначений указаны места, способы и устройства для базирования деталей.
Рисунок 4.1 – Схема закрепления ребер жесткости к боковине
Рисунок 4.2 – Схема закрепления ребер жесткости к поясу
Рисунок 4.3 – Схема закрепления отдельно собранных боковин к поясу
Рисунок 4.4 – Схема закрепления стенок с заранее собранной решеткой
Сборно-разборные приспособления (СРПС) для сварочного производства (универсальная сборочно-сварочная плита), показаны на рисунке 4.5, составленные из отдельных взаимозаменяемых стандартных изделий широкой номенклатуры в опытном, единичном и мелкосерийном производстве. Характерной особенностью деталей СРПС являются Т-образные и шпоночные пазы, с помощью которых обеспечивается жесткое закрепление деталей СРПС в различных сочетаниях в зависимости от формы и размеров собираемого изделия.
Рисунок 4.5 – Сборно–разборное приспособление
Переносные сборочные приспособления (стяжки, струбцины, распорки и т.д.) – это обычно универсальные приспособления, показаны на рисунке 4.6, применяемые для сборки разнообразных изделий в различных типах
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.