Задание
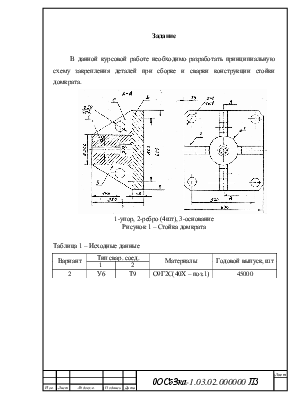
В данной курсовой работе необходимо разработать принципиальную схему закрепления деталей при сборке и сварки конструкции стойки домкрата.
1-упор, 2-ребро (4шт), 3-основание
Рисунок 1 – Стойка домкрата
Таблица 1 – Исходные данные
|
Вариант |
Тип свар. соед. |
Материалы |
Годовой выпуск, шт |
|
|
1 |
2 |
|||
|
2 |
У6 |
Т9 |
О9Г2С(40Х – поз.1) |
45000 |
Содержание
Введение…………………………………...………………………………………4
1 Анализ материала…………………………………….…..……...……………..5
2 Анализ технологичности…………………………...………………………….7
3 Технологические параметры ..……………………………………………...…9
4 Выбор сборочных приспособлений …………………………...………..…...13
Заключение……………………………………………………………..……….16
Список использованных источников…………………………………………...17
В настоящее время сварочное производство стало одной из ведущих областей техники. Во всех отраслях машиностроения широко применяют высокопроизводительные и экологически эффективные технологические процессы сварки, наплавки, пайки, термической резки и металлизации, позволяющие усиленно обрабатывать все конструкционные материалы от десятков микрометров до нескольких метров. Достигнутый высокий уровень развития сварочной техники служит прочной базой для значительного дальнейшего увеличения производительности труда, экономии материалов и энергии, а также повышения качества и снижения себестоимости сварной продукции.
1.1 Химический состав
Данная конструкция изготавливается из сталей 09Г2С и 40Х. Химический состав сталей 09Г2С и 40Х приведены в таблице 2.
Таблица 2 - Химический состав сталей 09Г2С и 40Х соответственно
в процентах
|
C |
Si |
Mn |
Ni |
S |
P |
Cr |
N |
Cu |
|
до 0,12 |
0,5 – 0,8 |
1,3 - 1,7 |
до 0,3 |
до 0,04 |
до 0,035 |
до 0,3 |
до 0,008 |
до 0.3 |
|
0,36-0,44 |
0,17-0,37 |
0,5 – 0,8 |
до 0,3 |
до 0,035 |
до 0,035 |
0,8 – 1,1 |
- |
до 0,3 |
1.2 Назначение материала
Сталь 09Г2С - конструкционная низколегированная для сварных конструкций. Применение: Различные детали и элементы сварных металлоконструкций, работающих при температуре от -70 до +425°С под давлением.
Сталь 40Х - Сталь конструкционная легированная. Применение: Оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, губчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности.
1.3 Механические свойства
Механические свойства сталей 09Г2С и 40Х приведены в таблице 3.
Таблица 3 - Механические свойства сталей
|
Сталь |
Временное сопротивление разрыву (предел прочности), МПа |
Предел текучести условный, МПа |
Относительное сужение, % |
Относительное удлинение после разрыва, % |
Ударная вязкость KCU, кДж/м2 |
|
09Г2С |
490 |
345 |
н/д |
21 |
640 |
|
40Х |
980 |
785 |
45 |
10 |
590 |
1.4 Оценка свариваемости
По оценке свариваемости сталь 09Г2С относится к сталям свариваемым без ограничений, сталь 40Х – к трудносвариваемой. Для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200 - 300 градусов при сварке, термообработка после сварки – отжиг 600-650 градусов в течение 1,5 часов.
2.1 Расположение и назначение всех узлов изделия
Изделие «стойка домкрата» состоит из следующих деталей:
1) упор – прокат цилиндрической формы;
2) ребро – прокат, пластина;
3) основание – прокат, пластина.
Изделие в процессе эксплуатации испытывает статические нагрузки на все узлы. По заданию упор изготавливается из стали 40Х, тогда как ребро и основание – из стали 09Г2С. Исходя из пунктов 1.3 и 1.4 делаем вывод, что изделие нетехнологично для сварки, так как стали относятся к разным классам по свариваемости. Принимаем решение изготавливать все детали изделия из стали марки 40Х, для обеспечения лучших механических свойств после сварки.
2.2 Определение массы конструкции
Массу изделия определяем по формуле
![]() ,
(1)
,
(1)
где ![]() -
масса исходного материала, кг;
-
масса исходного материала, кг;
![]() -
объем исходного материала, м3;
-
объем исходного материала, м3;
![]() -
удельная плотность материала, кг/м3.
-
удельная плотность материала, кг/м3.
![]()
![]()
![]()
![]()
2.3 Определение типа производства
Тип сварочного производства определим в зависимости от габаритов, массы, сложности конструкции, годовой программы выпуска.
Конструкция является среднегабаритной, годовой выпуск 45000 шт.
Тип производства массовый, характеризуемый широкой номенклатурой изготовляемых изделий и большим объемом выпуска изделий
Характеристика типа производства указана в таблице 4.
Таблица 4 - Характеристика типа производства
|
Тип производства |
Годовая программа деталей одного типоразмера |
||
|
Крупные до 15000 кг |
Средние до 2000 кг |
Малые до 100 кг |
|
|
Индивидуальное |
До 5 |
До 10 |
До 100 |
|
Серийное |
5 - 1 000 |
10 - 5 000 |
100 - 50 000 |
|
Массовое |
Более 1 000 |
Более 5 000 |
Более 50 000 |
3.1 Выбор способа сварки
Исходя из первоначальных условий, анализа материалов и положения изделия в пространстве выбираем способ сварки МП - механизированная сварка плавящимся электродом в среде активных газов и смесях, ГОСТ 14771-76.
Для сварки стали 40Х подбираем сварочную проволоку Св–08ХГСМА диаметром 1,6 мм, что обеспечивает необходимые механические свойства изделия после сварки, а также облегчает процесс сварки.
Так как материал изделия сталь 40Х относится у трудносвариваемым, то изделие требует предварительного нагрева до температуры 200-300 градусов перед сваркой.
Для обеспечения необходимых свойств после сварки, а также во избежание закаливаемости поверхностного слоя изделия рекомендуется после сварки провести термообработку изделия по следующему режиму: отжиг 600 – 650 градусов, время выдержки 1,5 часа.
3.2 Выбор типа сварных соединений
Подбираем тип сварного соединения по ГОСТ 14771-76.
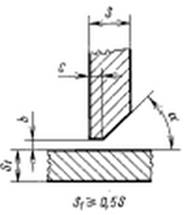
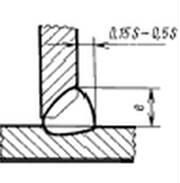
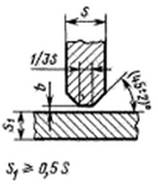
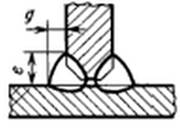
Так как узлы изделия имеют большие толщины 45 – 55 мм, то принимаем решение использовать разделку. Для сварки опоры и основания выбираем тип сварного соединения Т6, для сварки ребер с опорой и основанием – Т9. Основные параметры сварных соединений приведены в таблице 3.
Таблица 3 – Основные параметры сварных соединений
|
Условное обозначение |
Конструктивные элементы |
s, мм |
b, мм |
ɛ, мм |
e, мм |
g, мм |
α, град |
|||||
|
Подготовленных кромок |
Шва |
|||||||||||
|
Т6 |
|
|
48-53 |
0 |
+3 |
2 |
+1 |
48 |
±5 |
- |
45 |
|
|
Т9 |
|
|
48-53 |
0 |
+3 |
- |
- |
22 |
±2 |
0,05S – 0,15S |
||
3.3 Схема закрепления детали
Базирование деталей применяется в транспортном машиностроении, так как для производства сварных конструкций высокого качества при сборке важно обеспечить взаимное расположение деталей и узлов по чертежу.
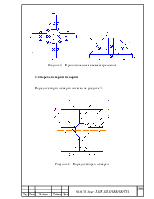
Для обеспечения устойчивого положения изделия и лишения его степеней свободы используем схему закрепления, показанную на рисунке 2.
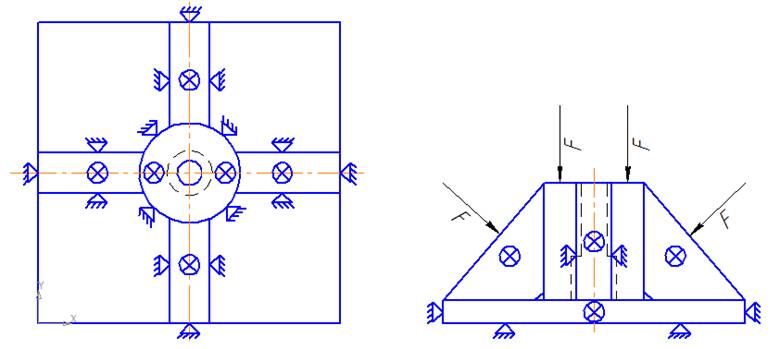
Рисунок 2 – Принципиальная схема закрепления
3.4 порядок сборки и сварки
Порядок сборки и сварки показан на рисунке 3.
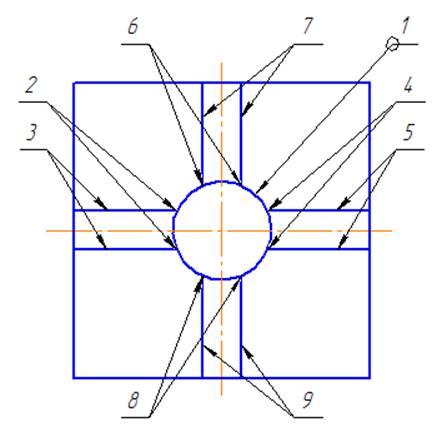
Рисунок 3 – Порядок сборки и сварки
Порядок сборки:
- устанавливаем основание;
- устанавливаем упор;
- устанавливаем ребра;
- проверяем все необходимые размеры;
- прихватываем детали.
Порядок сварки (в соответствии с рисунком 3):
а) привариваем упор к основанию за два полупрохода (1);
б) привариваем ребро к упору напроход снизу вверх (2);
в) привариваем ребро к основанию напроход от упора до края основания (3);
г) повторяем операции с 4 по 9 в соответствии с пунктами «б» и «в».
д) отправляем изделие на термообработку.
3.5 Технология сварки
Зачистить кромки перед сваркой до металлического блеска на расстоянии
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.