Билет №4
1 Графики нагрузки реверсивных станов горячей прокатки и требования, предъявляемые к ним.
Устройство и технические схемы.
Реверсивные станы горячей прокатки предназначены для предварительного обжима горячего слитка. Кроме этого реверсивные станы могут входить в состав крупносортовых , полунепрерывносортовых и листовых станов. Основная особенность ЭП рабочих валков клети это:
-- переменное вращение ЭД в обе стороны, для осуществления прокатки металла за несколько пропусков.
Технологическая линия блюминга.
Нагретый до температуры 1200--1250°С слиток 1 из нагревательных печей 2 транспортируют спец. тележками и слитковозками 3 к приёмному рольгангу 4. Откуда подводящим 5 и удлинительным рольгангом 7 доставляют в рабочий рольганг.
Перед подачей слитков к клети 9 оператор устанавливает с помощью нажимного устройства необходимый раствор валков, затем включается привод переднего рабочего рольганга 7 и двигатель рабочих валков таким образом, что бы в момент входа металла в валки их скорость соответствовала нормальным условиям захвата. Как правило, эта скорость ниже Vпрок. , поэтому после захвата металла происходит увеличение скорости валков. В конце пропуска включается двигатель на торможение с таким расчетом , что бы скорость выброса металла была не была очень большой и обычно Vзахв. и Vвыбр. одинаковые. После выхода слитка из валков включается нажимное устройство для получения нужного раствора , затем ЭД главного привода включается в обратном направлении для последующего пропуска. После 2-х, 4-х и других четных пропусков , заготовка попадает на передний рабочий рольганг и здесь , если необходимо, поворачивается на 90° при помощи кантователя. Общее количество пропусков одного слитка от 3-х до 19-ти. После окончания прокатки металл транспортируется рольгангом 10 к ножницам 11, где обрезается передние и задние концы и , если необходимо, осуществляется порез на мерные длины.
Требования, предъявляемые к ЭП прокатных станов.
Производительность прокатных станов во многом зависит от времени протекания переходного процесса главного привода рабочих валков и вспомогательных механизмов. Общее время прокатки слитка состоит из машинного времени, когда металл находится в валках , и времени пауз , определяемого продолжительностью работы вспомогательных механизмов для подготовки к очередному пропуску. Средняя продолжительность пауз между отдельными пропусками составляет 1.5 , 1.6 секунды. Средняя скорость захвата и выброса от 1 до 4,5 рад/с. Максимальное значение динамического момента выбирают примерно номинальным моментом двигателя, что позволяет большую часть перегрузочного момента ЭД использовать на преодоление статического сопротивления, возникающего при обжатии металла. В процессе разгона рекомендуется равноускоренный или равномерный режим управления, интенсивность которого может изменяться автоматически при перегреве ЭД. Производительность прок. станов зависит не только от типа прокатки и мощности ЭП , но и от согласованной и надежной работы всех механизмов. Исходя из технологического процесса наладки на реверсивных станах в системе эл. оборудования главного эл. привода предъявляются след. требования:
1) минимальное время переходных процессов при заданном значении динамического тока.
2) большая частота включений (более 1000 в час).
3) диапазон регулирования 1/10
4) высокая перегрузочная способность приводного двигателя по току и моменту.
5) высокая степень надежности системы ЭП и системы электроснабжения.
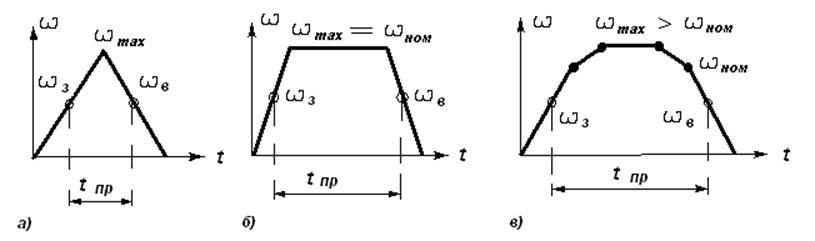
В соответствии с этими требованиями для главного привода клетей реверсивного стана применяют ДПТ , скорость которых регулируется изменением напряжения на якоре и тока возбуждения. В зависимости от длины прокатываемой заготовки для обжимных станов характерны различные графики изменения скорости рабочих валков.
J
 |
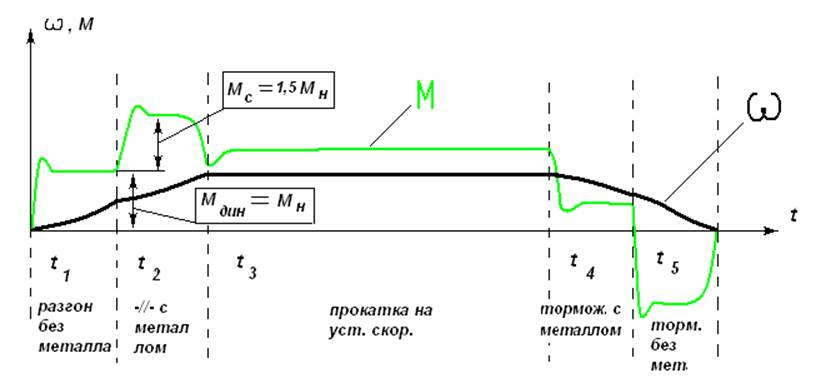 |
снижать магнитный поток ЭД).
г)
Реальные графики момента и скорости при работе привода по трапец. графику имеют несколько иной вид г).
2. Схема и принцип действия АЭП намоточных устройств: регулирование
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.