


5. Технология изготовления составной части изделия.
5.1. Описание конструкции и назначение детали.
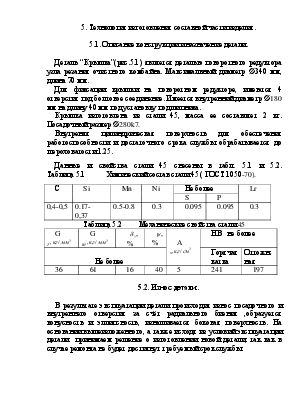
Деталь “Крышка”(рис.5.1) является деталью поворотного редуктора узла резания очистного комбайна. Максимальный диаметр Æ340 мм, длина 70 мм.
Для фиксации крышки на поворотном редукторе, имеются 4 отверстия под болтовое соединение. Имеется внутренний диаметр Æ180 мм на длину 40 мм под установку подшипника.
Крышка изготовлена из стали 45, масса ее составляет 2 кг. Посадочный размер Æ280k7.
Внутреняя цилиндрическая поверхность для обеспечения работоспособности и достаточного срока службы обрабатывается до шероховатости 1.25.
Данные и свойства стали 45 снесены в табл. 5.1 и 5.2. Таблица 5.1 Химический состав стали 45 ( ГОСТ 1050-70).
|
С |
Si |
Mn |
Ni |
Не более |
Lr |
|
|
S |
P |
|||||
|
0,4-0,5 |
0.17-0,37 |
0.5-0.8 |
0.3 |
0.095 |
0.095 |
0.3 |
Таблица 5.2 Механические свойства стали 45
|
G |
G |
|
|
A |
НВ не более |
|
|
Не более |
Горячая катка |
Оттожн-ная |
||||
|
36 |
61 |
16 |
40 |
5 |
241 |
197 |
5.2. Износ детали.
В результате эксплуатации детали происходит износ посадочного и внутреннего отверстия за счёт радиального биения ,образуется конусность и эллипсность, изнашивается боковая поверхность. На основании вышеизложенного, а также исходя из условий эксплуатации детали принимаем решение о изготовлении новой детали, так как в случае ремонта не будет достигнут требуемый срок службы.
5.3 Изготовление детали.
5.3.1. Выбор заготовки.
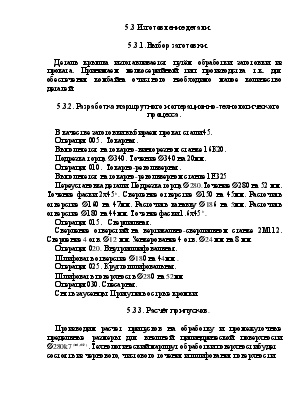
Деталь крышка изготавливается путём обработки заготовки из проката. Принимаем мелкосерийный тип производства т.к. для обеспечения комбайна очистного необходимо малое количество деталей.
5.3.2. Разработка маршрутного и операционно-технологического процесса.
В качестве заготовки выбираем прокат стали 45.
Операция 005. Токарная.
Выполняется на токарно-винторезном станке 16К20.
Подрезка торца Æ340. Точение Æ340 на 20мм.
Операция 010. Токарно-револьверная.
Выполняется на токарно-револьверном станке 1Е325
Переустановка детали. Подрезка торца Æ280.Точение Æ280
на 52 мм. Точение фаски 2х45![]() . Сверление
отверстие Æ150 на 45мм. Расточить отверстие Æ160 на 47мм. Расточить канавку Æ186 на 5мм. Расточить отверстие Æ180 на 44мм. Точение фаски 1.6х45
. Сверление
отверстие Æ150 на 45мм. Расточить отверстие Æ160 на 47мм. Расточить канавку Æ186 на 5мм. Расточить отверстие Æ180 на 44мм. Точение фаски 1.6х45![]() .
.
Операция 015. Сверлильная.
Сверление отверстий на вертикально-сверлильном станке 2М112. Сверление 4 отв. Æ12 мм. Зенкерование 4 отв. Æ24 мм на 8 мм.
Операция 020. Внутришлифовальная.
Шлифовать отверстие Æ180 на 44мм .
Операция 025. Круглошлифовальная.
Шлифовать поверхность Æ280 на 52мм
Операция030. Слесарная.
Снять заусенцы. Притупить острые кромки.
5.3.3. Расчёт припусков.
Производим расчет припусков на обработку и
промежуточные предельные размеры для внешней цилиндрической поверхности Æ280k7![]() .
Технологический маршрут обработки поверхности будет состоять из чернового, чистового точения и шлифования поверхности.
.
Технологический маршрут обработки поверхности будет состоять из чернового, чистового точения и шлифования поверхности.
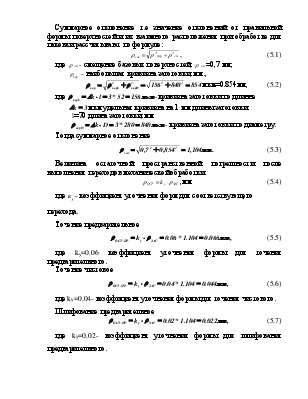
Суммарное отклонение т.е значение отклонений от правильной формы поверхностей и их взаимного расположения при обработке для паковки рассчитывают по формуле:
![]() , (5.1)
, (5.1)
где ![]() - смещение
базовых поверхностей,
- смещение
базовых поверхностей, ![]() =0,7 мм;
=0,7 мм;
![]() - наибольшая кривизна
заготовки, мм.,
- наибольшая кривизна
заготовки, мм.,
![]() мкм=0.854мм, (5.2)
мкм=0.854мм, (5.2)
где ![]() -кривизна
заготовки по длинне
-кривизна
заготовки по длинне
![]() мкм
удельная кривизна на 1 мм длины заготовки;
мкм
удельная кривизна на 1 мм длины заготовки;
l=70 длина заготовки, мм
![]() -
кривизна заготовки по диаметру.
-
кривизна заготовки по диаметру.
Тогда суммарное отклонение
![]() . (5.3)
. (5.3)
Величина остаточной пространственной погрешности после выполнения переходов механической обработки
![]() ,мм
(5.4)
,мм
(5.4)
где ![]() -
коэффициент уточнения форм для соответствующего перехода.
-
коэффициент уточнения форм для соответствующего перехода.
Точение предварительное
![]() (5.5)
(5.5)
где kу=0.06 коэффициент уточнения формы для точения предварительного.
Точение чистовое
![]() (5.6)
(5.6)
где kу=0.04- коэффициент уточнения формы для точения чистового.
Шлифование предварительное
![]() (5.7)
(5.7)
где kу=0.02- коэффициент уточнения формы для шлифования предварительного.
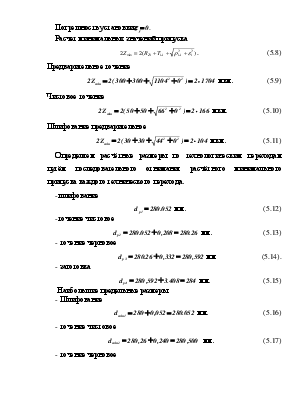
Погрешность установки![]() .
.
Расчет минимальных значений припуска
![]() .
(5.8)
.
(5.8)
Предварительное точение
![]() мкм.
(5.9)
мкм.
(5.9)
Чистовое точение
![]() мкм. (5.10)
мкм. (5.10)
Шлифование предварительное
![]() мкм. (5.11)
мкм. (5.11)
Определяем расчётные размеры по технологическим переходам путём последовательного отнимания расчётного минимального припуска каждого технического перехода.
-шлифование
![]() мм.
(5.12)
мм.
(5.12)
-точение чистовое
![]() мм. (5.13)
мм. (5.13)
- точение черновое
![]() мм
(5.14).
мм
(5.14).
- заготовка
![]() мм.
(5.15)
мм.
(5.15)
Наибольшие предельные размеры
- Шлифование
![]() мм. (5.16)
мм. (5.16)
- точение чистовое
![]() мм. (5.17)
мм. (5.17)
- точение черновое
![]() мм. (5.18)
мм. (5.18)
- заготовка
![]() мм. (5.19)
мм. (5.19)
Минимальные предельные значения припусков ZПРМИН равны разности наибольших предельных размеров выполняемого и предшествующего переходов, а максимальные значения ZПРМАКС – соответственно разности наименьших предельных размеров.
-для шлифования
![]() мм. (5.20)
мм. (5.20)
![]() мм. (5.21)
мм. (5.21)
-для чистового растачивания
![]() мм. (5.22)
мм. (5.22)
![]() мм. (5.23)
мм. (5.23)
- для чернового растачивания
![]() мм. (5.24)
мм. (5.24)
![]() мм. (5.25)
мм. (5.25)
Проверяем правильность расчётов
![]() (5.26)
(5.26)
![]()
![]() (5.27)
(5.27)
![]()
Результаты приведенных расчетов сведены в таблицу 5.3.
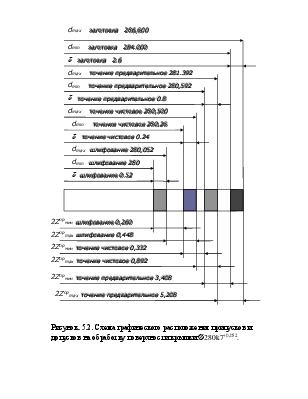
На основании данных расчета строим схему графического расположения припусков и допусков по обработке поверхности Æ280k7+0,052 (рис. 5.2).
Рисунок. 5.2. Схема графического расположения припусков и допусков на обработку поверхности крышки Æ280k7+0,052.
5.3.4. Расчёт режимов резания.
Точение предварительное поверхности Æ280k7(+0.052) х52 мм.
Выбираем станок 16К20.
Инструмент-резец токарный прозодной Т15К6.
По карте Т-2
принимаем подачу S![]() =0.6 мм/об.
=0.6 мм/об.
По карте Т-3 принимаем стойкость инструмента Т=90 мин.
По карте Т-4 принимаем скорость резания v=120 м/мин.
Частота вращения заготовки
 об/мин.
об/мин.
По паспорту станка принимаем частоту вращения n=125 об/мин.
Уточняем скорость резания
 м/мин.
м/мин.
Длина рабочего хода:
![]() ;
;
где у-длина врезания. По [15, ст. 298] принимаем у=4мм.
![]() .
.
Основное время перехода
 мин.
мин.
Точение чистовое поверхности Æ280k7(+0.052) х52 мм.
Выбираем станок 16К20.
Инструмент-резец токарный проходной Т15К6.
По карте Т-2
принимаем подачу S![]() =0.2 мм/об.
=0.2 мм/об.
По карте Т-3 принимаем стойкость инструмента Т=90 мин.
По карте Т-4 принимаем скорость резания v=240 м/мин.
Частота вращения заготовки
об/мин.
По паспорту станка принимаем частоту вращения n=125 об/мин.
Уточняем скорость резания
м/мин.
Длина рабочего хода:
![]() ;
;
где у-длина врезания. По [15, ст. 298] принимаем у=4мм.
![]() .
.
Основное время перехода
 мин.
мин.
Подрезка торца Æ340 мм.
Выбираем станок 16К20.
Инструмент-резец токарный расточной Т15К6.
По карте Т-2 [2]
принимаем подачу S![]() =0.6 мм/об.
=0.6 мм/об.
По карте Т-3 принимаем стойкость инструмента Т=90 мин.
По карте Т-4 принимаем скорость резания v=120 м/мин.
Частота вращения заготовки
 об/мин.
об/мин.
По паспорту станка принимаем частоту вращения n=125 об/мин.
Уточняем скорость резания
 м/мин.
м/мин.
Длина рабочего хода:
![]() ;
;
где у-длина врезания и перебега. По [15, ст. 298] принимаем у=6мм.
![]() мм.
мм.
Основное время перехода
 мин.
мин.
Сверление отверстий Æ12 мм на 18 мм.
Выбираем станок вертикально-сверлильный 2М112.
Сверло 38 Р6М5 ГОСТ 10903-77.
По карте Т-2 [2]
принимаем подачу S![]() =0.15 мм/об.
=0.15 мм/об.
По карте Т-3 принимаем стойкость инструмента Т=40 мин.
По карте Т-4 принимаем скорость сверления v=20 м/мин.
Частота вращения шпинделя станка
 об/мин.
об/мин.
По паспорту станка принимаем частоту вращения n=540 об/мин.
Уточняем скорость резания
 м/мин.
м/мин.
Длина рабочего хода:
![]() ;
;
где у-длина врезания
и перебега. По [15, ст. 298] принимаем у=5мм. ![]() =0[3].
=0[3].
![]() мм.
мм.
Основное время перехода
 мин.
мин.
При сверлении всех 4отверстий
![]() мин.
мин.
Точение фаски 2х45![]() при Æ180(+0.04).
при Æ180(+0.04).
Выбираем станок 16К20.
Инструмент-резец токарный расточной Т15К6.
По карте Т-2 [2]
принимаем подачу S![]() =0.4 мм/об.
=0.4 мм/об.
По карте Т-3 принимаем стойкость инструмента Т=90 мин.
По карте Т-4 принимаем скорость резания v=120 м/мин.
Частота вращения заготовки
 об/мин.
об/мин.
По паспорту станка принимаем частоту вращения n=250
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.