Деталь «гильза» (Рис 4.1) представляет собой цилиндрическую поверхность
сложной формы. Деталь является одной из составных частей гидростойки и служит в
качестве гидроцилиндра. Во внутренней поверхности передней части детали сделаны
расточены цилиндрические поверхности разного диаметра для установки грундбуксы.
Для ее фиксации по внутренней поверхности цилиндра предусмотрена кольцевая
проточка. Для фиксации стопорного кольца предусмотрено резьбовое отверстие М8,
а для подачи рабочей жидкости в поршневую и штоковую полости цилиндра
предусмотрены отверстия в передней и задней части гильзы.
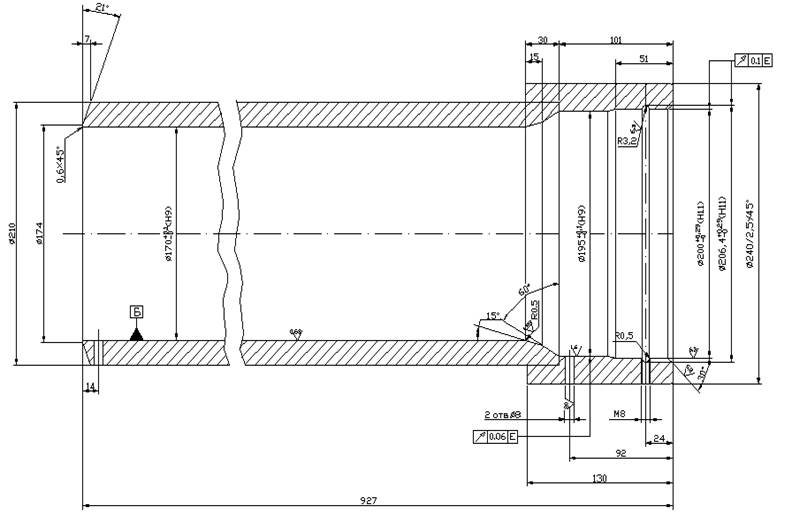
Рис. 4.1 Гильза.
Материалом детали является сталь 30ХГСА с твердостью 270 НВ.
Внутреняя цилиндрическая поверхность для обеспечения работоспособности и достаточного срока службы обрабатывается до шероховатости 0,63, что достигается применением расточной головки с плавающими ножами.
В результате эксплуатации гидростойки в агресивных условиях калийных рудников происходит коррозионный износ наружной поверхности цилиндра, что вызывает уменьшение запаса прочности, которое является недопустимым в случае заброса давления на предохранительном клапане.
Также в результате эксплуатации стойки происходит износ внутренней поверхности цилиндра, образуется конусность и элиптичность, что влечет возникновение утечек, которые отицательно влияют на рабочую характеристику гидростойки и уменьшают ее рабочее сопротивление.
На основании вышеизложенного принимаем решение о изготовлении новой детали, так как в случае ремонта не будет достигнут требуемый срок службы.
Принимаем мелкосерийный тип производства, так как для обеспечения одного гидромеханизированного комплекса необходимо примерно 400 деталей.
Принимаем для изготовления детали сварную заготовку, состоящую из двух предварительно изготовленных труб. Сварка осуществляется с помощью сварочного полуавтомата ПДГ-525.
Производим расчет припусков на обработку и промежуточные предельные размеры для внутренней цилиндрической поверхности Æ170.
Технологический маршрут обработки поверхности будет состоять из чернового и чистового растачивания поверхности.
Суммарное значение пространственного отклонения заготовки при установке в люнете
![]() ,
,
где ![]() - удельная
кривизна;
- удельная
кривизна; ![]() мкм на 1 мм длины заготовки
мкм на 1 мм длины заготовки
l - длина заготовки, мм.
![]() мкм;
мкм;
Для определения величины остаточной пространственной погрешности после выполнения переходов механической обработки можно ипользовать формулу
![]() ,
,
где kу - коэффициент уточнения формы для соответствующего перехода;
Остаточное пространственное отклонение
- после предварительного растачивания
![]() мкм;
мкм;
- после чистового растачивания
![]() мкм.
мкм.
Погрешность установки
![]() ,
,
где ![]() - погрешность
базирования;
- погрешность
базирования;
![]() мкм
- погрешность закрепления;
мкм
- погрешность закрепления;
![]() мкм.
мкм.
Расчет минимальных значений припусков производим по формуле
![]()
Минимальный припуск на внутренний диаметр
- под предварительное растачивание
![]() мкм;
мкм;
- под чистовое растачивание
![]() мкм.
мкм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.