Разновидностями коррозионно-механического изнашивания являются: 1) окислительное изнашивание, возникающее в результате соединения материала с кислородом;
2) эрозионное изнашивание, появляющееся под воздействием потока жидкости или газа;
3) изнашивание при контактной коррозии, образуется при малых колебательных перемещениях.
Естественное изнашивание протекает в условиях использования машины по назначению, при соблюдении правил технической эксплуатации и обслуживания.
Выступы микронеровностей поверхности сопряжённых деталей перед началом естественного изнашивания должны иметь геометрические размеры, обусловленные конкретными параметрами с нагрузкой, смазкой, материалами, внешней средой и др. При выполнении этого условия увеличивается площадь трущихся поверхностей, соответственно уменьшается удельная нагрузка, интенсивность естественного изнашивания, повышение срока службы детали.
Аварийное изнашивание появляется при нарушениях технической эксплуатации и обслуживания машины. Аварийное состояние может произойти от воздействия на детали и сварочные единицы машины крутящих моментов и сил, превышающих допустимые значения.
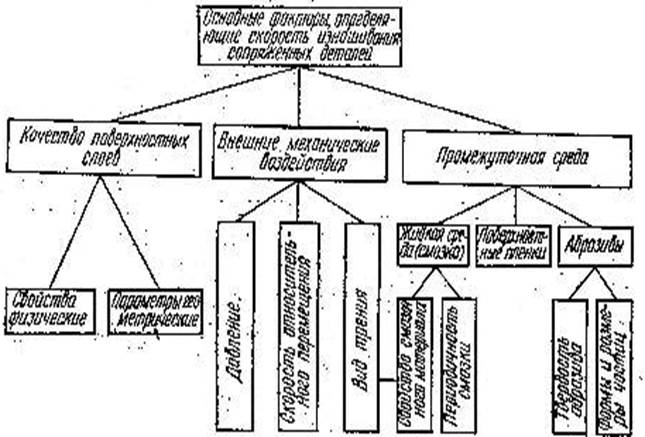
К основным факторам, определяющим процесс изнашивания деталей относится качество поверхностных слоёв, внешнее механическое взаимодействие и промежуточная среда (рисунок 5.1).
5.3. Выбор метода ремонта
Сущность процесса металлизации напылением состоит в том, что частицы расплавленного металла размеров 1…2 мкм со скоростью 140…300м/с наносятся на поверхность детали и образуют упрочнённый слой.
Металлизацию напылением производят с помощью специального аппарата – металлизатора, в котором проволока расплавляется с помощью электрической дуги или газового пламени.
При металлизации напылением происходит механическое сцепление частиц металла с поверхностью детали, причём структура напылённого металла сильно обогащена окислами, неоднородна, имеет большую пористость. Напылён-
ный материал может иметь толщину слоя от 0,01 до 100 мм.
Металлизация напылением позволяет покрывать поверхности деталей почти из всех металлов независимо от формы поверхности. На рисунке 5.2 а) по-
казана схема электрометаллизатора. Две проволоки 3 по направляющим контактным трубкам, к которым подведён электрический ток, с помощью роли-
ков 4 механизма подачи проволоки непрерывно движутся к месту возбуждения электрической дуги. Расплавленный металл проволоки под воздействием струи сжатого воздуха ( 0,5…0,7 МПа) распыляется и, ударяясь о поверхность детали, соединяется с ней.
На рис. 5.2 б) приведена схема установки для металлизации напыления.
Компрессор 11 выбирается исходя из расхода сжатого воздуха, потребного для работы электрометаллизатора и пескоструйного аппарата.
Преимуществом металлизации напылением заключается в том, что нанесение слоя металла любой толщины на различные неоднородные материалы, отсутствие внутренних трений и напряжений в основном материале, сравнительной простоте процесса.
К недостаткам металлизации напылением следует отнести низкую прочность сцепления напыляемого слоя с основным материалом; невозможность
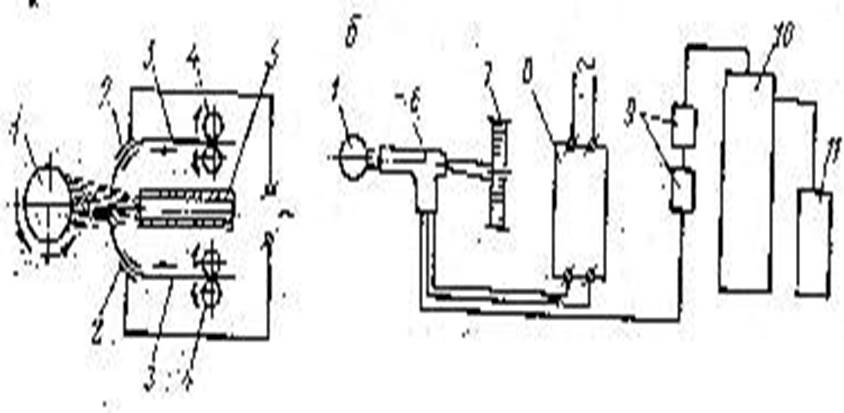
Рис. 5.2. Схема электрометаллизатора (а) и установка для металлизации
напылением при работе одного поста (б):
1-деталь;2-направляющая контактная трубка;3-проволока для металлизации;4-ролики механизма подачи проволоки;5-трубка подвода сжатого воздуха;6-электрометаллизатор;7-катушка с проволокой;8-сварочный трансформатор;9-водомаслоотделители;10-ресивер;11-компрессор.
получения однородной структуры напылённого металла с основным материалом и низкий коэффициент использования исходного материала.
5.4. Ремонт детали
5.4.1. Расчёт припусков
Необходимо рассчитать припуски на обработку вал- шестерни и промежуточные предельные размеры по технологическим переходам на обработку поверхности & 260 к6(+0,004). Деталь подвергалась ремонту металлизацией напылением. Заготовка непосредственно самой вал- шестерни –штамповка на ГКМ повышенной точности. Материал заготовки – сталь 45
Суммарное значение пространственных отклонений для заготовки данного вида рассчитывают по формуле:
![]() , где
, где ![]() - смещение базовых поверхностей;
- смещение базовых поверхностей;
![]() - наибольшая кривизна заготовки;
- наибольшая кривизна заготовки;
![]() - погрешность центровки.
- погрешность центровки.
![]() =0,1 мм.
=0,1 мм.
![]() , где
, где ![]() - удельная кривизна;
- удельная кривизна; ![]() мкм на 1 мм длины заготовки
мкм на 1 мм длины заготовки
l - длина заготовки, мм.
![]() мм;
мм;
 =
= =1,43
мм, где
=1,43
мм, где ![]() - допуск на размер после штамповки.
- допуск на размер после штамповки.
Тогда
![]() =1,751 мм=1751мкм
=1,751 мм=1751мкм
После точения предварительного
![]() мкм
мкм
После точения чистового
. ![]() мкм
мкм
После шлифования предварительного
. ![]() мкм
мкм
Минимальные значения припусков рассчитаем по формуле:
![]()
Минимальный припуск на диаметр
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.