2 Технологическая часть
2.1 Назначение и конструкция детали
Основным узлом устройства для лечения контрактур локтевого сустава, приводящим механизм в движение, является червячная передача. Ведущим звеном в червячной передаче является червяк. Основное достоинство червячных передач – плавность и относительная бесшумность; недостаток передачи – низкий КПД.
В данном дипломном проекте разработана технология на звено червячной передачи – червяк, эскиз которого представлен на рисунке 2.1.
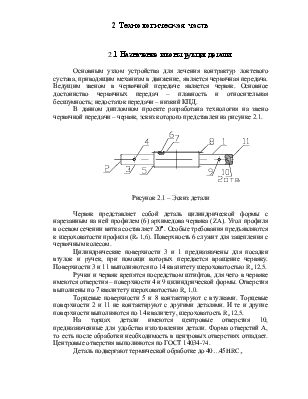
Рисунок 2.1 – Эскиз детали
Червяк представляет собой деталь цилиндрической формы с нарезанным на ней профилем (6) архимедова червяка (ZA). Угол профиля в осевом сечении витка составляет 20°. Особые требования предъявляются к шероховатости профиля (Ra 1,6). Поверхность 6 служит для зацепления с червячным колесом.
Цилиндрические поверхности 3 и 1 предназначены для посадки втулок и ручек, при помощи которых передается вращение червяку. Поверхности 3 и 11 выполняются по 14 квалитету шероховатостью Ra 12,5.
Ручки и червяк крепятся посредством штифтов, для чего в червяке имеются отверстия – поверхности 4 и 9 цилиндрической формы. Отверстия выполнены по 7 квалитету шероховатостью Ra 1,0.
Торцевые поверхности 5 и 8 контактируют с втулками. Торцевые поверхности 2 и 11 не контактируют с другими деталями. И те и другие поверхности выполняются по 14 квалитету, шероховатость Ra 12,5.
На торцах детали имеются центровые отверстия 10, предназначенные для удобства изготовления детали. Форма отверстий А, то есть после обработки необходимость в центровых отверстиях отпадает. Центровые отверстия выполняются по ГОСТ 14034-74.
Деталь подвергают термической обработке до 40…45HRCэ.
В таблице 2.1 приведены данные по точности, предъявляемые к поверхности детали.
Таблица 2.1 – Требования к поверхностям по точности
|
Поверхность |
Требования к степени точности |
Шероховатость, Ra, мкм |
|
2, 11, 5, 8, 3, 1 |
14 |
12,5 |
|
6 |
- |
1,6 |
|
4, 9 |
7 |
1,0 |
|
10 |
7 |
2,5 |
|
7 |
7 |
1,6 |
Рассматриваемая деталь изготавливается из стали 45 ГОСТ 1050-88. Это среднеуглеродистая качественная сталь. Свариваемость и пластичность умеренные. Обрабатываемость резанием хорошая. Хорошо закаливается. Физические свойства приведены в таблице 2.2.
Таблица 2.2 – Физические свойства материала
|
Марка материала |
sв, МПа |
sт, МПа |
HВ |
|
Сталь 45 ГОСТ 1050-88 |
750 |
450 |
192…285 |
2.2 Анализ технологичности детали
Деталь-червяк изготавливается из углеродистой качественной конструкционной стали, которая позволяет получать качественную поверхность. Из рисунка 2.1 видно, что рассматриваемый червяк является ступенчатым. С экономической точки зрения это ведет к дополнительным затратам как времени на изготовление детали, так и увеличению стоимости обработки детали вследствие применения различного режущего инструмента для обрабатываемых поверхностей. Но ступенчатая конструкция червяка наиболее полно обеспечивает выполнение детально своего функционального назначения.
Жесткость детали допускает получение высокой точности обработки, т.к. отношение её длинны l к диаметру d менее 10…12. При единичном производстве будет использовано небольшое количество станков и инструментов. Не понадобится специальных приспособлений. Имеется достаточно места для доступа инструмента. Анализируя все сказанное выше, можно сделать вывод – деталь технологична.
2.3 Определение типа производства
По ГОСТ 3.1108-74 тип производства характеризуется коэффициентом закрепления операций Кз.о, который показывает отношение всех различных технологических операций, вычисляемых или подлежащих выполнению подразделением в течение месяца, к числу рабочих мест. Коэффициент Кз.о находится по формуле:
Кз.о = SО / SР , где SО – суммарное число различных операций;
SР – число рабочих мест.
Исходные данные для расчета типа производства:
Годовая программа Nн = 3 шт.;
Количество деталей на изделие m = 1 шт.;
Режим работы оборудования 2 смены;
Запасные части b = 5%;
Годовой фонд времени работы оборудования Fg = 4029 ч.
Годовая программа выпуска деталей:
N = Nn × m × (1 + b / 100) ; N = 3 × 1 × (1 + 5/100) = 4 шт.
Расчетное количество рабочих мест:
mp = N × Tшт / 60 × Fg × hзн , где hзн – нормируемый коэффициент загрузки оборудования, hзн = 0,8;
Tшт – штучное время, мин.
Tшт = T0jк , где jк – коэффициент, зависящий от вида станка; ТО – основное технологическое время.
Значения коэффициента jк для используемых станков приведены в таблице 2.3.
Таблица 2.3 – Значения коэффициента jк
|
Виды станков |
jк |
|
Токарно-винторезный |
1,5 |
|
Вертикально-сверлильный |
1,72 |
|
Круглошлифовальный |
2,10 |
|
Токарно-револьверный |
1,98 |
Формулы для расчета основного технологического времени приведены в таблице 2.4.
Таблица 2.4 – Формулы для расчета основного технологического времени
|
Вид обработки |
Формула |
|
Отрезание |
0,19 D2 |
|
Черновая подрезка торца |
0,037 (D2 - d2) |
|
Центрование |
0,52dl |
|
Черновая обточка за один проход |
0,17 dl |
|
Обработка зубьев червяка |
60,3D |
|
Сверление отверстий |
0,52dl |
|
Развертывание чистовое |
0,86dl |
|
Шлифование чистовое |
0,15 dl |
|
Примечание: D – диаметр обрабатываемого торца, мм; d – диаметр обрабатываемой поверхности, мм; l – длина обрабатываемой поверхности, мм. |
|
Количество операций находится по формуле:
О = hзн / hзф , где hзф – фактический коэффициент загрузки оборудования.
hзф = mp / Р ,
![]() где mp
– расчетное число рабочих мест; Р – принятое число рабочих мест.
где mp
– расчетное число рабочих мест; Р – принятое число рабочих мест.
Результаты расчетов представлены в таблице 2.5.
Таблица 2.5 – Результаты расчетов для определения типа производства
|
Операция |
ТО∙10-3, мин |
Тшт, мин |
mp |
Р |
hз.ф |
О |
|
005 Заготовительная |
48,64 |
0,096 |
0,000001 |
1 |
0,000001 |
800000 |
|
010 Токарная |
||||||
|
Установ1 Подрезка торца |
9,472 |
|||||
|
Центрование в размер А2 |
5,148 |
|||||
|
Установ2 Подрезка торца |
9,472 |
|||||
|
Центрование в размер А2 |
5,148 |
|||||
|
Установ3 Точение Ø9, мм и l =29мм |
44,37 |
|||||
|
Точение Ø15, мм и l =40мм |
102 |
|||||
|
Точение Ø9, мм и l =29мм |
44,37 |
|||||
|
Точение фасок 0,6×45° |
||||||
|
Точение фасок под углом 20° |
||||||
|
∑ |
219,98 |
0,32997 |
0,000005 |
1 |
0,000005 |
160000 |
|
015 Токарная |
||||||
|
Нарезание профиля червяка |
904,5 |
1,35675 |
0,00002 |
1 |
0,00002 |
40000 |
|
020Сверлильная |
||||||
|
Установ1 Сверление 2-х отверстий Ø19мм |
2×8,892 |
|||||
|
Установ2 Развертывание чистовое 2-х отверстий Ø2 мм |
2×15,48 |
|||||
|
∑ |
48,744 |
0,08384 |
0,000001 |
1 |
0,000001 |
800000 |
|
030 Шлифовальная |
||||||
|
Шлифование поверхности в размер Ø14,5мм, выдерживая шероховатость Ra1,6 |
87 |
0,1827 |
0,000002 |
1 |
0,000002 |
400000 |
|
∑ |
5 |
2200000 |
Коэффициент закрепления операции для данного технологического
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.