
Тема: составление операционной технологической обработки детали на фрезерном станке с ЧПУ и универсальном фрезерном станке.
Цель: приобретение практических навыков в составлении плана операций, выполняемой на станках фрезерной группы.
Исходные данные: операционный эскиз обработки детали (рисунок 1)
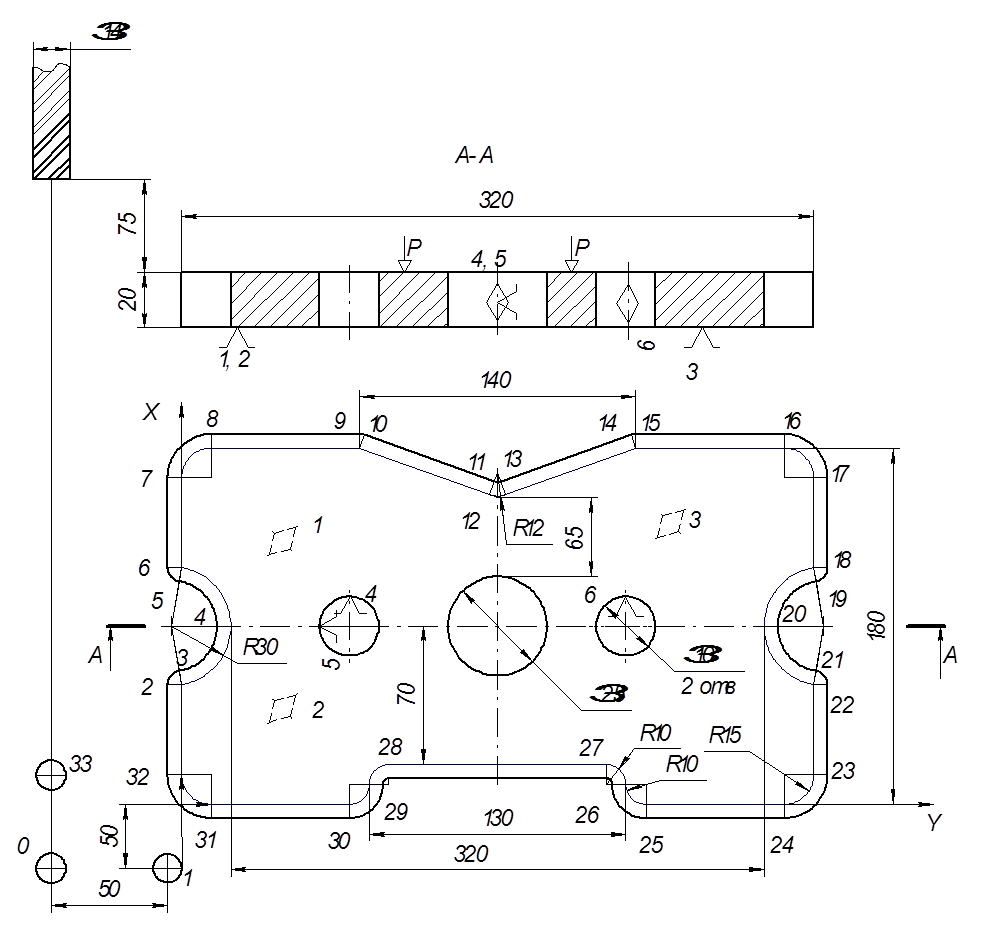
Рисунок 1.
Ход работы.
Для операции с ЧПУ выбирается станок модели 6Р13Ф3.
Размер рабочей поверхности стола, мм: 400х1600.
Дискретность отчета по осям: 0,01мм.
Пределы частоты вращения шпинделя, об/мин: 40-2000: 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000.
Пределы рабочих подач по координатам, мм/мин: 10-1200– бесступенчатое регулирование.
Мощность главного привода, кВт: 7,5.
Габаритные размеры станка: 3015х4150х2580.
Для универсальной операции выбрать станок 6Р13.
Площадь рабочей поверхности стола 400х1600мм. Мощность двигателя 10 кВт. КПД станка 0,8.
Частота вращения шпинделя (об/мин): 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250.
Подачи стола продольные и поперечные (мм/мин): 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250.
Для операции фрезерная с ЧПУ принимается одна стадия обработки–черновая, т. к. достигаемый квалитет точности 14. Глубина резания принята 2.5 мм.
Фрезерная обработка на универсальной работе проводится за одну стадию–черновую. Глубина резания – 5 мм.
Выбор инструмента:
Для обработки детали по контуру, руководствуясь приложениями 4 и 21, Л1 выбираем концевую фрезу. Диаметр фрезы должен быть меньше наименьшего внутреннего диаметра детали (диаметра впадины). Принимаю фрезу диаметром 14мм, Р6М5, Z=3, конус Морзе 2 ГОСТ 17026-71.
Передний угол 15º
Задний угол 20º
Передний угол торцовой части фрезы 0º
Задний угол торцовой части фрезы 6º
Для универсальной работы выбираю фрезу диаметром 40мм, Р6М5, Z=4, конус Морзе 4, ГОСТ 17026-71.
Передний угол 10º
Задний угол 16º
Передний угол торцовой части фрезы 0º
Задний угол торцовой части фрезы 6º
Выбор техоснастки.
Обработка детали на станках с ЧПУ ведется на специальном приспособлении – стол пневматический с двумя вмонтированными пальцами, один из которых срезанный. Через центральное отверстие проходит шток пневмоцилиндра, который через быстросменную оправку прижимает заготовку к столу.
Зажим на универсальном станке происходит с помощью поворотного трехкулачкового патрона 7102-0071-2-1 ГОСТ 24351-80, универсальная делительная головка 7036-0061, исполнение 2 ГОСТ 8615-74, который закреплен на столе станка.
Приспособления: для станка с ЧПУ Втулка 50-2 ОСТ2 П12-7-84, для универсал ног станка Втулка 50-2 ОСТ4 П12-7-84
Мерительный инструмент: ШЦ-11-0,1-500 ГОСТ 166-80, Шаблон специальный, 4шт.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.