Разбиваю ранее спроектированные операции на установы, переходы и позиции.
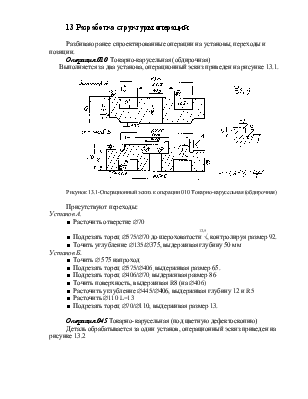
Операция 010 Токарно-карусельная (обдирочная)
Выполняется за два установа, операционный эскиз приведен на рисунке 13.1.
 |
Присутствуют переходы:
Установ А.
n Расточить отверстие Ж70
12,5
n Подрезать торец Ж575/Ж70 до шероховатости Ц, контролируя размер 92.
n Точить углубление Ж135/Ж375, выдерживая глубину 50 мм
Установ Б.
n Точить Ж 575 напроход
n Подрезать торец Ж575/Ж406, выдерживая размер 65.
n Подрезать торец Ж406/Ж70, выдерживая размер 86
n Точить поверхность, выдерживая R8 (на Ж406)
n Расточить углубление Ж445/Ж406, выдерживая глубину 12 и R5
n Расточить Ж110 L=13
n Подрезать торец Ж70/Ж110, выдерживая размер 13.
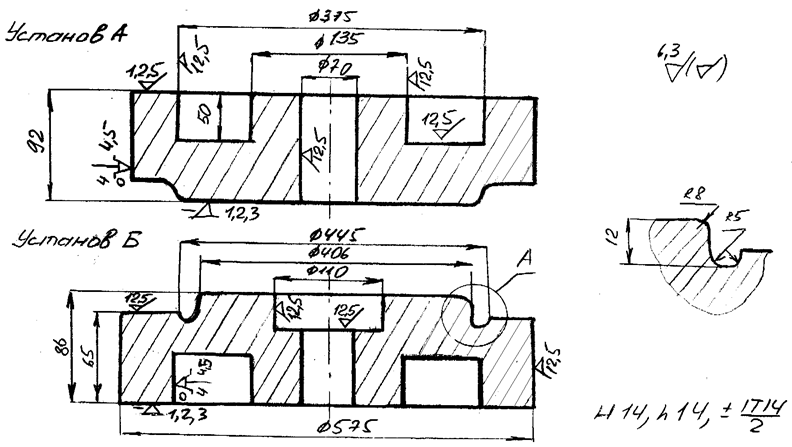
Операция 045 Токарно-карусельная (под цветную дефектоскопию)
Деталь обрабатывается за один установ, операционный эскиз приведен на рисунке 13.2
 |
Присутствуют переходы.
n Подрезать торец Ж425/Ж124 выдерживая размер 96.
n Подрезать торец Ж575/Ж425 выдерживая размер 63.
n Точить Ж425 на длину 33
n Подрезать торец Ж124/Ж70
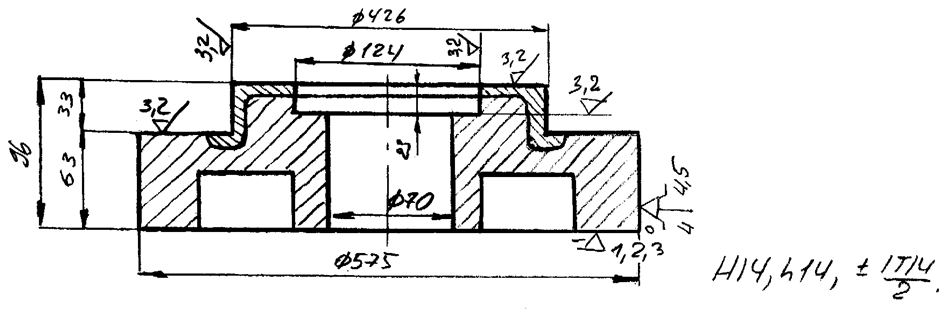
Операция 090 Токарно-карусельная (черновая)
На операции деталь обрабатывается за два установа.
Операционный эскиз на эту операцию показан на рисунке 13.3.
Присутствуют переходы.
n Подрезать торец Ж425/Ж127 выдерживая размер 91,5
n Подрезать торец Ж568/Ж423, выдерживая размер 33.
n Подрезать торец Ж423/Ж408, выдерживая размер 7
n Точить Ж408 на длину 7
n Точить Ж423 на длину 26
n Расточить Ж85 напроход 7
n Расточить Ж107на длину 70
n Расточить Ж127на длину 25.5
Установ Б.
n Подрезать торец Ж568/Ж85 выдерживая размер 91.
n Подрезать торец Ж568/Ж408 выдерживая размер 39
n Точить Ж565 напроход
n Точить Ж408 на длину 19
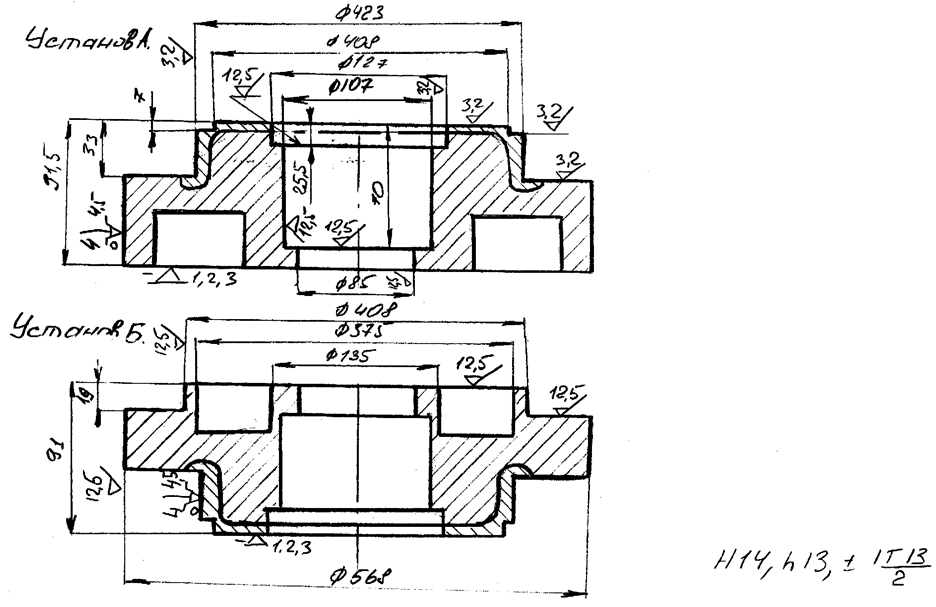 |
Рисунок 13.3-Эскиз к операции 090-Токарно-карусельная (черновая)
Операция 130 Токарно-карусельная (получистовая)
Деталь обрабатывается за два установа. Эскизы операции показаны на рисунке 13.4.
Присутствуют переходы:
n Подрезать торец Ж406-0,2/Ж135Н12(+0,4) выдерживая размер 90
n Подрезать торец Ж421h8-0,097/Ж406-0.2 выдерживая размер 7
n Подрезать торец Ж565-0,2/Ж421Н8 (-0.097)выдерживая размер 33
n Точить поверхность Ж406-0,2 на длину 7
n Точить поверхность Ж421h8(-0,097) на длину 26
n Расточить Ж88Н11(+0,22) напроход
n Расточить Ж96(+0,2) на длину 79,3
n Расточить Ж110Н11(+0,22) на длину 9,3
n Расточить Ж129(+0,2) на длину 25,5
n Расточить фаску 7,5×45º
n Расточить Ж 135Н12(+0,4) на длину 8
n Подрезать торец Ж88Н11(+0,22)/Ж96+0,2
n Подрезать торец Ж96(+0,2)/Ж110Н11(+0,22)
n Подрезать торец Ж110Н11(+0,22)/Ж129+0,2 выдерживая размер 25,5
n Подрезать торец Ж129Н11(+0,22)/Ж130Н12(+0,4) выдерживая размер 8.
n Точить канавку Ж100/Ж200 на глубину 15,5+2
n Точить канавку Ж434+0,2/Ж421h8 (-0,097) на глубину 4.
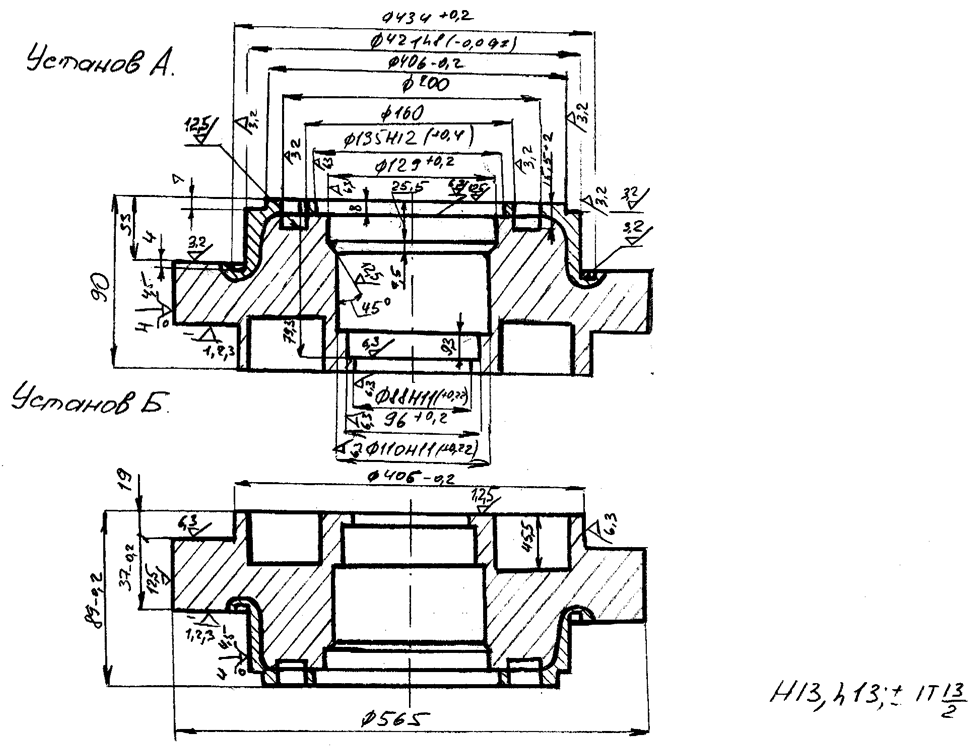
Рисунок 13.4-Эскиз к операции 130
Токарно-карусельная (получистовая)
n Подрезать торец Ж406-0,2/Ж88Н11(+0,22) выдерживая размер 89-0,2
n Подрезать торец Ж565/Ж406-0,2 , выдерживая размер 37-0,2
n Точить Ж565 напроход
n Точить Ж406-0,2 на длину 19
Операция 175 Сверлильная ЧПУ
Операция выполняется за два установа. Операционные эскизы приведены на рисунке 13.5
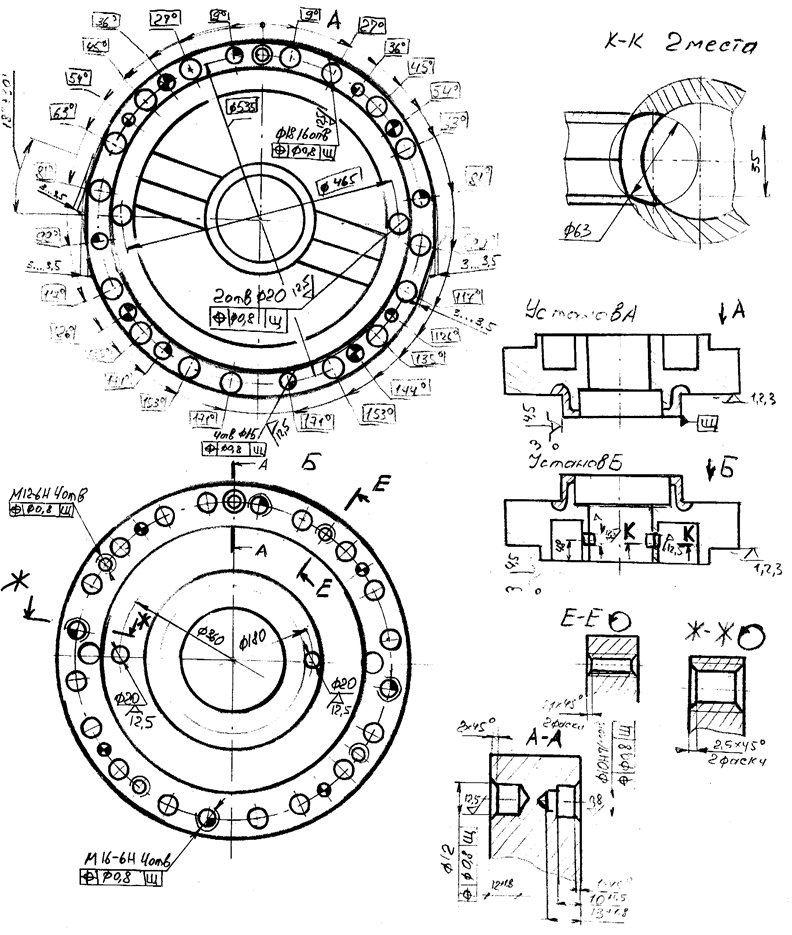 |
Присутствуют переходы:
Установ А:
n Фрезеровать четыре площадки на расстоянии 3...3,5 мм от поверхности
n Центровать 31 отверстие в соответствии с эскизом
n Сверлить 16 отв. Ж18 напроход
n Сверлить 4 отв. Ж15 напроход
n Сверлить 4отв. Ж10,2 напроход
n Сверлить 4отв. Ж14 напроход
n Сверлить 2отв. Ж20 напроход
n Сверлить отверстие Ж8, выдерживая L=15+1,8
n Рассверлить отверстие Ж9, выдерживая L=15+1,8
n Развернуть отверстие Ж10Н7(+0,015) на L=10+1.5
n Зенковать 4 фаски 2,5×45°
n Зенковать фаску 1,5×45°
Установ Б:
n Фрезеровать два паза (К-К)
n Центровать 3 отверстия
n Сверлить отверстие Ж12 на L=15,31,8
n Сверлить 2 отверстия Ж20 на L=36+1
n Зенковать 5 фасок 2,5×45°
n Зенковать 4 фаски 2,1×45°
n Нарезать резьбу М16-6Н (4отв.) напроход
n Нарезать резьбу М12-6Н (4отв.) напроход
Операция 185 Сверлильная ЧПУ
Выполняется за один установ. Эскиз к операции в данном разделе не приводится ввиду своей громоздкости, а приведен на листе 3. Маршрутного технологического процесса ТМ 977020 - 03 МТ.
Присутствуют переходы:
n Сверлить отверстие Ж20 на L=136+2
n Сверлить 4отв. Ж3,2 L= 12+1,5
§ Зенковать 4 фаски 0,5×45°
§ Нарезать резьбу 4отв. М4-6Н L=8+1,2
¨ Сверлить отверстие Ж10,2 напроход
¨ Сверлить 2 отв. Ж10,2 L=25+1,5
¨ Зенковать 3 фаски 1,6×45°
¨ Нарезать резьбу 1отв. М12×1,5-7Н, 2отв. М12-6Н.
v Сверлить отверстие Ж20 на L=45+2
v Сверлить 4отв. Ж3,2 L=12+1,5
v Зенковать 4 фаски 0,5×45°
v Нарезать резьбу 4отв. М4-6Н L=8+1,2
n Сверлить отверстие Ж10,2 напроход
n Сверлить 2отв. Ж10,2 L=25+1,5
n Зенковать 3 фаски 1,6×45°
n Нарезать резьбу 1отв. М12×1,5-7Н, 2отв. М12-Н6.
Операция 195 Токарно-карусельная (чистовая)
Выполняется за два установа. Эскиз к операции здесь не приводится из-за своей обширности, а приведен в комплекте технологической документации и на листе маршрутного техпроцесса №4.
Присутствуют переходы:
Установ А.
n Подрезать торец Ж405h6/Ж135Н12 выдерживая размер 88,5
n Подрезать торец Ж420h6/Ж405h6 выдерживая размер 7±0,05
n Подрезать торец Ж565/Ж420h6,выдерживая размер 33±0,05
n Точить Ж420h6 (-0,040) L=26
n Точить Ж405h6 (-0,040) L=7
n Точить канавку Ж435Н9(+0,155)/Ж420h6 (-0,040), выдерживая размер 4,2+0,1
n Точить канавку шириной 2,5, глубиной 3, выдерживая размер 1,5 от 135Н12
n Расточить Ж97Н8 (+0,054) L=9,3
n Расточить Ж130Н7(+0,040) L=17,5
n Подрезать торец Ж88h11/Ж97h8 выдерживая размер 79,3±0,04.
n Подрезать торец Ж97Н8/Ж110Н11, выдерживая размер 9,3
n Подрезать торец Ж110Н11/Ж130Н7, выдерживая размер 25,5
n Подрезать торец Ж130Н7/135Н12, выдерживая размер 8.
n Точить Ж565 напроход L=36,5
n Расточить фаску 2,5×20°±2°
n Точить фаску 1×45°-2 места
n Подрезать торец Ж565/Ж420h6, выдерживая размер 36h8(-0,039)
Установ Б.
n Подрезать торец Ж405h6/Ж88Н11, выдерживая размер 88.
n Точить Ж405h6(-0,040) L=19
n Точить фаску 7×15°
n Подрезать торец Ж135/Ж88Н11, выдерживая размер 86
n Точить канавку Ж510(+0,155)/Ж495h9 (-0,155) h=4,2+0,1
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.