








Раздел 4
Методика программирования обработки деталей на вертикально- фрезерных станках с системой управления
2С42 – 65
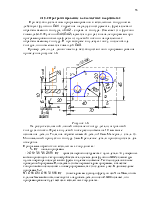
4.1 Некоторые особенности программирования для фрезерования концевой фрезой
4.1.1 При программировании обработки контура заготовки концевой фрезой в программе описывается не траектория движения формообразующей кромки, а центра фрезы. Эта траектория называется эквидистантой или эквидистантным контуром, в отличии от заданного контура детали.
Эквидистантный контур отстоит от заданного на расстояние радиуса фрезы.
Так как эквидистантный контур рассчитывается на какой – то определенный радиус фрезы, а фактический радиус может отличаться от расчетного, то возникает необходимость ввода коррекции радиуса фрезы.
Кроме того, если станок оснащен многоинструментальной револьверной головкой, то возникает необходимость в коррекции длины инструмента, так как привязку к нулю детали выполняют только для одного инструмента.
4.1.2 В памяти машины «зашит» алгоритм автоматического расчета эквидистантного контура по заданному контуру детали
4.1.3 В отличие от токарных станков, вертикально – фрезерные станки работают не в плоскости, а в пространстве. То есть программируется перемещение центра фрезы по трем координатам. Однако пространственное перемещение можно задавать только в случае перемещения по прямой (или при линейной интерполяции). При перемещении по дуге (круговая интерполяция) можно программировать перемещение только в плоскости. Поэтому при программировании фрезерования контура надо обязательно указывать плоскость, в которой лежат дуги окружности.
4.2 Адреса и их назначение
: - номер программы и подпрограммы.
N- номер кадра.
G- служебная функция.
X,Y,Z - абсолютные координаты точки или приращения по соответствующей оси.
I,J,K- расстояние от начала дуги до ее центра.
F- рабочая подача в мм/мин.
S- частота вращения шпинделя.
Т- номер инструмента.
М - вспомогательная функция.
Q,R-дополнительные технологические функции.
Н - номер корректора на длину инструмента.
D - номер корректора на диаметр инструмента.
Е - пауза.
P- число повторений подпрограммы.
Р- вызов подпрограммы.
G 00-ускоренное перемещение по координатам.
G 01-линейная интерполяция.
G 02,G 03-круговая интерполяция по и против часовой стрелки.
G 04-пауза.
G 09-торможение в конце кадра при обходе острых углов контура.
G 10-линейно-круговая интерполяция.
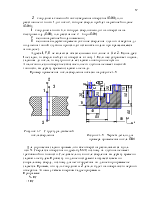
![]() G17-ХУ задание
плоскости обработки дуг окружности
G17-ХУ задание
плоскости обработки дуг окружности
G 18-XZ
G 19-YZ
G24 -выход в нуль станка по трем координатам на ускоренном ходу.
G40 -отмена коррекции на радиус инструмента.
G51- коррекция на радиус инструмента, фреза в исходном положении слева от обрабатываемого контура.
G52-то же но фреза справа от контура.
G43 -коррекция на длину инструмента положительная.
G44 - коррекция на длину инструмента отрицательная.
G49 - отмена коррекции на длину инструмента.
G 45одинарное смещение инструмента в «+»
G 46одинарное смещение инструмента в «»
G 47удвоенное смещение инструмента в «+».
G 48удвоенное смещение инструмента в «»
G80-G86
Другие функции
G92 -задание нуля координат детали.
G 90 - абсолютная система координат ( все размеры в программе задаются относительно нуля координат детали)
G 91- работа по приращениям ( в программе все перемещения задаются в приращениях).
4.4 Вспомогательные функции
М 00- безусловный останов программы
М 03-правое вращение шпинделя (по часовой стрелке).
М 04-левое вращение шпинделя.
М 05- стоп вращение шпинделя.
М02- конец программы.
М 30 конец программы с возвратом в ее начало.
М 99- конец подпрограммы.
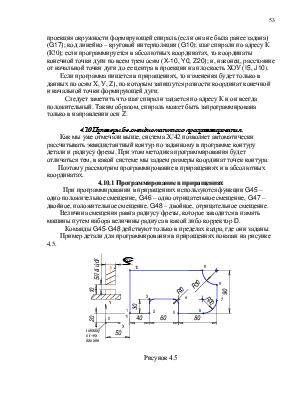
4.5 Программирование главного движения
Главное движение задается частотой вращения шпинделя по адресу S расчетным числом оборотов. Направление вращения шпинделя задается вспомогательной функцией: М03 – правое вращение и М04 – левое вращение. Заданная частота вращения шпинделя системой управления запоминается и действует до прихода новой величины.
4.6 Программирование подачи
Движение подачи может быть рабочим и ускоренным. Рабочая подача программируется по адресу F расчетным числом с размерностью мм/мин.
На пульте оператора системы 2С42 имеется ручной корректор рабочей подачи, с помощью которого можно изменить заданную в программе подачу на: 20, 40, 50, 60, 70, 80, 90, 100, 110, 120 процентов.
Ускоренное перемещение задается служебной функцией G00. Рабочая подача системой управления запоминается и действует до прихода новой величины. Ускоренное перемещение действует только в пределах того кадра, где оно задано.
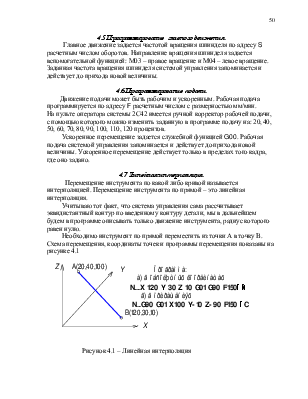
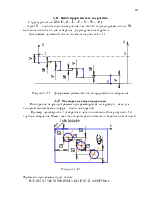
4.7 Линейная интерполяция
Перемещение инструмента по какой либо кривой называется интерполяцией. Перемещение инструмента по прямой – это линейная интерполяция.
Учитываю тот факт, что система управления сама рассчитывает эквидистантный контур по введенному контуру детали, мы в дальнейшем будем в программе описывать только движение инструмента, радиус которого равен нулю.
|
Рисунок 4.1 – Линейная интерполяция
Линейная интерполяция задается функцией G01. Затем по осям X,Y,Z задаются координаты конечной точки отрезка, если программирование выполняется в абсолютной системе координат (G90).
При программировании в приращениях (G91) они определяются по формулам:
![]()
![]()
![]()
где Xк, Yк, Zк – координаты конечной точки отрезка;
Xн, Yн, Zн – координаты начальной точки отрезка.
4.8 Круговая интерполяция
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.