
Исходные данные
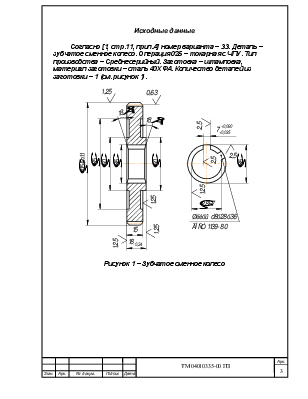
Согласно [1, стр.11, прил.А] номер варианта – 33. Деталь – зубчатое сменное колесо. Операция 025 – токарная с ЧПУ. Тип производства – Среднесерийный. Заготовка – штамповка, материал заготовки – сталь 40ХФА. Количество деталей из заготовки – 1 (см. рисунок 1).
Рисунок 1 – Зубчатое сменное колесо
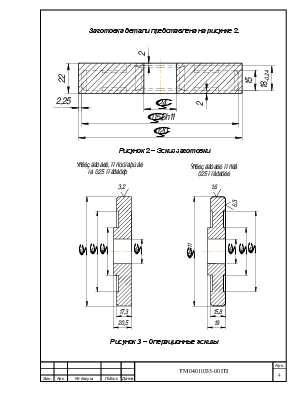
Заготовка детали представлена на рисунке 2.
 Рисунок 2 – Эскиз заготовки
Рисунок 2 – Эскиз заготовки
Рисунок 3 – Операционные эскизы
1. Обоснование схемы базирования
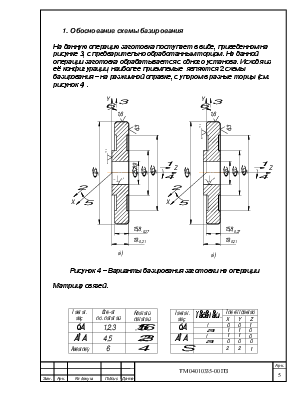
На данную операцию заготовка поступает в виде, приведенном на рисунке 3, с предварительно обработанным торцом. На данной операции заготовка обрабатывается с одного установа. Исходя из её конфигурации, наиболее приемлемые являются 2 схемы базирования – на разжимной оправке, с упором в разные торцы (см. рисунок 4).
Рисунок 4 – Варианты базирования заготовки на операции
Матрица связей.
Определяем оптимальную схему базирования, сравнивая погрешность базирования по каждому из вариантов.
Вариант а. Погрешность при данном варианте базирования: для размера 19-0,21 равна 0, так как технологическая база совпадает с измерительной. Погрешность на размер 15,8-0,27 будет равняться допуску на размер 19. Т19=0,21 мм.
Вариант б. Погрешность на размер 15,8-0,27 равна 0,поскольку технологическая база совпадает с измерительной, Погрешность на размер 19-0,21 равна допуску на размер 15,8. Т15,8=0,27.Поскольку этот допуск больше допуска на размер 19 (0,27>0,21),то данный размер не будет выдержан. В связи с этим принимаем вариант а.
2. Выбор и обоснование выбора модели станка для выполнения операции
Необходимо выбрать такой металлорежущий станок, который бы позволял выполнить рассмотренные переходы с достаточной точностью, был бы высокопродуктивным, и соответствовал бы заданному типу производства.
Выбранным станком является токарным станок с ЧПУ модели 16К20Ф3. Станок предназначен для обработки валов, дисков; на нем можно точить по контуру с линейной и круговой интерполяцией, нарезать резьбу. Станок оборудован гидромеханическим устройством для автоматического изменения столов-спутников, который обеспечивает ориентацию и фиксацию столов-спутников и его загрузку-разгрузку. Высокая степень автоматизации станка разрешает встраивать его в автоматизированные линии и автоматизированные производства с управлением от ЭВМ.
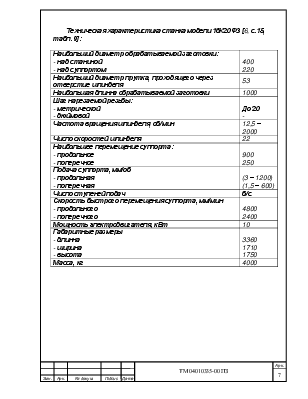
Техническая характеристика станка модели 16К20Ф3 [6, с.15, табл. 9]:
|
Наибольший диаметр обрабатываемой заготовки: - над станиной - над суппортом |
400 220 |
|
Наибольший диаметр прутка, проходящего через отверстие шпинделя |
53 |
|
Наибольшая длинна обрабатываемой заготовки |
1000 |
|
Шаг нарезаемой резьбы: - метрической - дюймовой |
До 20 - |
|
Частота вращения шпинделя, об/мин |
12,5 – 2000 |
|
Число скоростей шпинделя |
22 |
|
Наибольшее перемещение суппорта: - продольное - поперечное |
900 250 |
|
Подача суппорта, мм/об - продольная - поперечная |
(3 – 1200) (1,5 – 600) |
|
Число ступеней подач |
б/с |
|
Скорость быстрого перемещения суппорта, мм/мин - продольного - поперечного |
4800 2400 |
|
Мощность электродвигателя, кВт |
10 |
|
Габаритные размеры - длинна - ширина - высота |
3360 1710 1750 |
|
Масса, кг |
4000 |
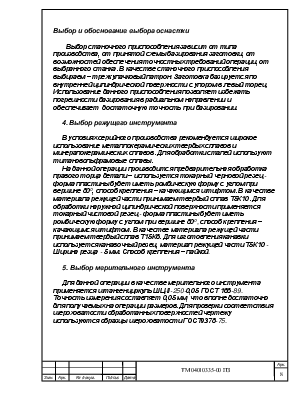
Выбор и обоснование выбора оснастки
Выбор станочного приспособления зависит от типа производства, от принятой схемы базирования заготовки, от возможностей обеспечения точностных требований операции, от выбранного станка. В качестве станочного приспособления выбираем – трехкулачковый патрон. Заготовка базируется по внутренней цилиндрической поверхности с упором в левый торец. Использование данного приспособления позволяет избежать погрешности базирования в радиальном направлении и обеспечивает достаточную точность при базировании.
4. Выбор режущего инструмента
В условиях серийного производства рекомендуется широкое использование металлокерамических твердых сплавов и минералокерамических сплавов. Для обработки сталей используют титановольфрамовые сплавы.
На данной операции производится предварительная обработка правого торца детали – используется токарный черновой резец - форма пластины будет иметь ромбическую форму с углом при вершине 800, способ крепления – качающимся штифтом. В качестве материала режущей части принимаем твердый сплав Т5К10. Для обработки наружной цилиндрической поверхности применяется токарный чистовой резец - форма пластины будет иметь ромбическую форму с углом при вершине 800, способ крепления – качающимся штифтом. В качестве материала режущей части принимаем твердый сплав Т15К6. Для изготовления канавки используется канавочный резец, материал режущей части Т5К10 - Ширина резца - 5 мм. Способ крепления – пайкой.
5. Выбор мерительного инструмента
Для данной операции в качестве мерительного инструмента применяется штангенциркуль ШЦ-ІІ-250-0,05 ГОСТ 166-89. Точность измерения составляет 0,05 мм, что вполне достаточно для получаемых на операции размеров. Для проверки соответствия шероховатости обработанных поверхностей чертежу используются образцы шероховатостиГОСТ9378-75.
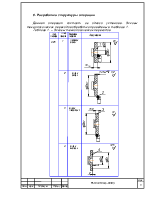
6. Разработка структуры операции
Данная операция состоит из одного установа. Эскизы технологических переходов обработки приведены в таблице 1.
Таблица 1. – Эскизы технологических переходов
Список литературы
1. Методичні вказівки до виконання обов’язкового завдання та контрольної роботи з курсу "Технологія обробки типових деталей та складання машин " для студентів спеціальності 7.090202 заочної та денної форм навчання.
2. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 1. Токарные, карусельные, токарно-револьверные, алмазно- расточные, сверлильные, строгальные, долбежные и фрезерные станки.
3. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Часть 1. Нормативы времени.
4. Обработка металлов резанием. Справочник технолога./ Под ред. А. А. Панова.- М.: Машиностроение, 1988,- 255 с.
5. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: Учеб. пособие для машиностроит. спец. вузов. – 4-е изд., перераб. и доп. – Мн.: Выш. школа, 1983. – 256 с., ил.
6.Справочник технолога машиностроителя. В 2т.Т.2/ Под ред. А.Г.Косиловой м Р.К.Мещерякова – 4-е изд., перераб. и доп. – М.: Машиностроение, 1986 г. – 496 с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.