


Лабораторная работа №1
Тема: построение технологических схем станочных операций
Цель работы: освоить техническое нормирование и овладеть практическими навыками построения технологических схем станочных операций.
Теоретические сведенья
Время и себестоимость выполнения операций служат критериями, которые характеризуют целесообразность ее построения в условиях заданной производственной программы. Для выполнения операции в определённых организационно-технических условиях устанавливается технически обоснованная норма времени на основе, которой устанавливаются расценки, определяется производительность оборудования, а также осуществляется календарное планирование, выявляется возможность организации многостаночного обслуживания.
Технически обоснованная норма времени устанавливается на каждую операцию. Время tшк, затрачиваемое на операцию определяется по формуле
где tпз -
подготовительно-заключительное время;
n - количество
заготовок в партии, шт.;
tшт– штучное время;
Подготовительно-заключительное время определяется по нормам и включает такие приёмы исполнителя, как ознакомление с технологическим процессом, чертежом, подготовка рабочего места, оборудования, приспособления, наладка станка, получение и сдача инструмента и выполнение работы.
Штучное время является сумой времен затраченных на вышеупомянутые приёмы.
Основное время определяется по формуле
где Lp– расчетная
длинна обработки;
і
–количество
проходов;
SM– минутная
подача;
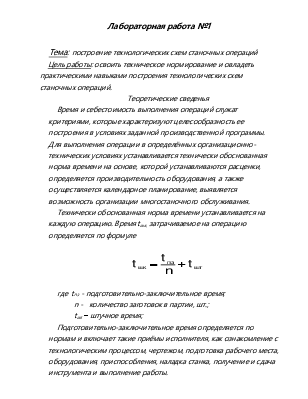
Рисунок 1- Схемы обработки плоскостей торцевыми фрезами.
Условия
обработки:
Диаметр фрезы 175мм
Число зубьев 8
Число оборотов 250об/мин
Размеры заготовки 40ĥ40ĥ100мм
Подготовительное время 21,18с.
Машинное время 45с.
Время снятия и замера 20с.
Количество проходов 2
1 Одноместная схема с последовательной обработкой заготовок
Обрабатываемые заготовки последовательно устанавливаются и закрепляются в тисках (см. рис. 1а)
Определим основное время
Штучное время
tшт=2,02+0,353+0,3=2,67мин
2 Многоместная схема с последовательной обработкой нескольких заготовок при одновременной их установке
Обрабатываемые заготовки одновременно устанавливаются и закрепляются в тисках (см. рис. 1б)
Определим основное время
Штучное время
tшт=2,068+0,353+0,3=2,7мин
3 Многоместная схема с последовательной обработкой при независимой раздельной их установке
Обрабатываемые
заготовки устанавливаются и закрепляются в тисках как показано на рис. 1в
Определим основное время

Штучное время
tшт=4,04+0,353+0,3=4,69мин
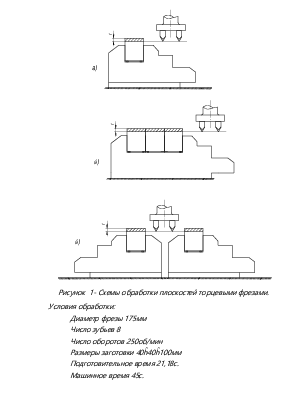
Таблица 1 Результаты расчета.
|
Наименование |
Основное время |
Штучное время |
|
Одноместная схема с последовательной обработкой заготовок |
2,02 |
2,67 |
|
Многоместная схема с последовательной обработкой нескольких заготовок |
2,068 |
2,7 |
|
Многоместная схема с последовательной обработкой при независимой раздельной их установке |
4,04 |
4,69 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.