Рисунок 7.1 Образцы клейм, наносимых на детали вагонов после испытания на растяжение при ремонте (а) и при изготовлении (б) деталей
7.6. При постановке нового клейма ранее поставленное клеймо необходимо зачеканить, кроме клейм предприятия-изготовителя и клейма инспектора технического контроля.
7.7. Детали, подлежащие клеймению, и места их клеймения указаны в нормативных документах по техническому обслуживанию и ремонту вагонов и их составных частей.
При отсутствии на деталях клейм в предусмотренных местах или при наличии неясных клейм детали испытывают на растяжение, после чего на них наносят клейма - независимо от того, ремонтировались эти детали на данном предприятии (подразделении) или нет.
7.7. На поверхности забракованных деталей места нанесения клейм или сами клейма забивают зубилом накрест.
7.8. Места постановки клейм на деталях указаны в Приложении В.
8. ПОРЯДОК ВЫДАЧИ И ХРАНЕНИЯ КЛЕЙМ
8.1 Клейма для вагонных депо и ВКМ заказывает начальник службы вагонного хозяйства или пассажирских сообщений дороги, который затем необходимое число клейм лично вручает начальникам депо и ВКМ. Руководитель ремонтного завода заказывает и выдает необходимое число клейм начальнику отдела технического контроля завода.
8.2 Выдачу клейм оформляют записью в специальной пронумерованной книге с указанием даты, наименования ремонтного предприятия, фамилии и должности лица, получившего клейма, перечня выданных клейм с подписью лица, получившего клейма.
Книга выдачи клейм хранится у начальника службы вагонного хозяйства или пассажирских сообщений, руководителя предприятия.
8.3. Начальники вагонных
депо, а на заводах начальники ОТК в порядке, установленным в п. 8.2. вручают
под роспись по одному комплекту клейм лицам, проводящим испытание деталей
вагонов. Запасные комплекты клейм должны
храниться соответственно у начальника депо и начальника ОТК завода.
8.4. Лица, получившие клейма, несут ответственность за их сохранность.
На пришедшие в негодность клейма составляют акт, который вместе с клеймами направляют соответственно начальнику службы вагонного хозяйства или пассажирских сообщений дороги или руководителю завода для отметок в книге выдачи клейм, а также как основание для выдачи новых клейм (взамен изношенных).
Выдавать новые клейма без представления актов о негодности и возврате клейм, пришедших в негодность, запрещается.
Клейма, пришедшие в негодность, уничтожаются методом ковки под прессом с росписью руководителя предприятия в журнале выдачи клейм с отметкой “Клеймо уничтожено, дата” и оформлением акта на списание.
9. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
9.1. Работы по испытанию на растяжение деталей должны проводиться при соблюдении правил техники безопасности, промышленной санитарии и пожарной безопасности.
К проведению испытаний на растяжение деталей допускаются работники предприятий не моложе 18 лет, прошедшие обучение и инструктаж по технике безопасности труда в соответствии с ГОСТ 12.0.004.
9.3. Расположение и организация рабочих мест для проведения испытания на растяжение деталей в цехе (или на участке) предприятия, оснащение их приспособлениями, необходимыми для безопасного выполнения технологических операций, должны соответствовать требованиям безопасности по ГОСТ 12.2.061 и ГОСТ 12.2.062.
9.4. Применяемые при проведении испытаний на растяжение деталей подъемно-транспортные устройства должны соответствовать требованиям ГОСТ 12.3.020 и “Правил безопасной эксплуатации грузоподъемных кранов (машин) ЦРБ-288-1994г.”.
9.5. Санитарно-гигиенические требования к воздуху рабочей зоны по ГОСТ 12.1.005. Стенд для испытаний на растяжение деталей должен быть установлен в помещении с температурой окружающего воздуха (20±10) °С.
9.6. Индивидуальные средства защиты должны соответствовать требованиям ГОСТ 12.4.068.
ПРИЛОЖЕНИЕ А
(обязательное)
ФОРМА Ж У Р Н А ЛА
УЧЕТА РЕЗУЛЬТАТОВ ПРОВЕРКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ СТЕНДА ДЛЯ ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ ДЕТАЛЕЙ ВАГОНОВ.
(наименование ремонтного предприятия)
|
Дата проверки технического состояния стенда |
Наиме-нование и № стенда |
Результаты проверки технического состояния стенда, мероприятия по устранению неисправностей, сроки их выполнения. |
Подпись ответственного лица, проводившего проверку технического состояния стенда. |
Выполенние работы по устранению неисправностей, заключение о пригодности стенда для дальнейшей эксплуатации |
Дата аттестации стенда и поверки средств измерения |
Дата устранения неисправностей |
Подпись лица, проводившего устранение неисправностей |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
ПРИЛОЖЕНИЕ Б
(обязательное)
ФОРМА УДОСТОВЕРЕНИЯ
НА ПРАВО ПРОВЕДЕНИЯ ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ
ДЕТАЛЕЙ ВАГОНОВ
УДОСТОВЕРЕНИЕ №
Настоящее удостоверение выдано__________________________________
___________________________________________________________________
(фамилия, имя, отчество)
в том, что на основании проверки его знаний и практического умения проведения работ ему разрешается выполнять испытания на растяжение деталей вагонов
________________________________________________________________________
Настоящее удостоверение выдано сроком на _________________________
(срок действия)
Руководитель предприятия________________________________________
(должность)
____________________ (подпись руководителя)
____________________ (дата выдачи)
М. П.
Приложение В
( обязательное)
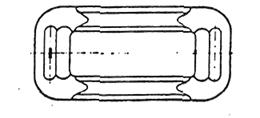
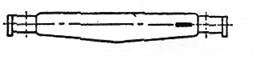
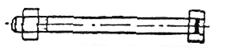
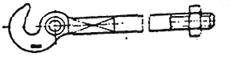
Места постановки клейм на детали вагонов
Таблица В. 1.
|
Наименование детали или узла |
Эскиз детали или узла |
|
1 |
2 |
|
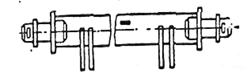
Траверса тележки ЦМВ |
|
|
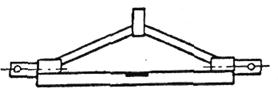
Триангель тележек грузовых вагонов |
|
|
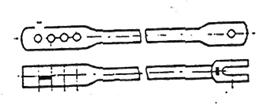
Тормозная тяга |
|
|
Тяга центрального рессорного подвешивания |
|
|
Серьга центрального рессорного подвешивания |
|
|
Люлечная подвеска тележки ЦМВ |
|
|
Люлечная (опорная) балка тележки ЦМВ |
|
|
Стяжной болт поглощающего аппарата автосцепки |
|
|
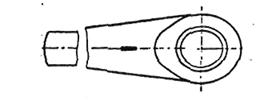
Упряжной крюк |
|
|
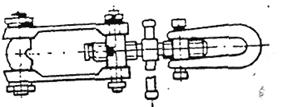
Винтовая стяжка |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.