Особенности производственного процесса компании
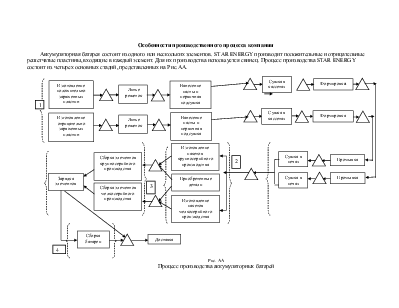
Аккумуляторная батарея состоит из одного или нескольких элементов. STAR ENERGY производит положительные и отрицательные решетчатые пластины, входящие в каждый элемент. Для их производства используется свинец. Процесс производства STAR ENERGY состоит из четырех основных стадий, представленных на Рис.АА.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
|
|
|
|
|
|


|
|
|
|
|
|
|
|
|
В течение последних двух лет STAR ENERGY вложила значительные денежные средства, внедрив в производство методы “Точно в срок”. Улучшение производственного процесса, включающее сокращение времени на переналадку оборудования, существенное снижение запасов незавершенного производства и времени производственного цикла, произошло благодаря осуществленным инвестициям в новое оборудование и в новые технологические процессы.
Изготовление пакетов пластин и сборке элементов аккумуляторных батарей. Оба эти процесса осуществляются на участках выпуска продукции крупносерийного и мелкосерийного производства. Крупносерийное производство включает 11 наименований элементов, а мелкосерийное - 7 наименований элементов.
Соотношение ключевых задач существующего производства с КВЗ рынков компаниипредставлены в таб. А.
Таб.А
|
Ключевые задачи производства |
КВЗ рынков компании |
|
жесткий контроль запасов |
снижение побочных расходов→ снижение себестоимости продукции |
|
жесткий контроль сроков поставки |
скорость и надежность поставки |
|
внедрение новых технологий |
повышение качества продукции |
|
модернизация старого оборудования |
повышение конкурентоспособности предприятия в целом |
Планирование и управление производством
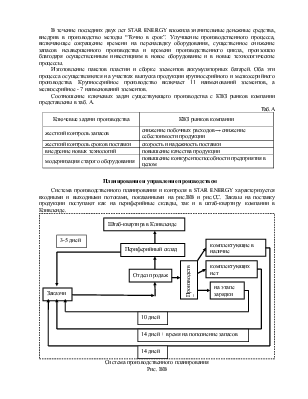
Система производственного планирования и контроля в STAR ENERGY характеризуется входными и выходными потоками, показанными на рис.ВВ и рис.СС. Заказы на поставку продукции поступают как на периферийные склады, так и в штаб-квартиру компании в Кливленде.
Система производственного планирования
Рис. ВВ
Система производственного планирования
Рис. СС
Какие концепции логистики заложены в основу управления закупками, производством и запасами готовой продукции?
Ассортимент выпуска промышленных аккумуляторных батарей STAR ENERGY включает 18 наименований, при производстве которых учитывается необходимость поддержания их запаса на складе.
По всем покупным комплектующим изделиям, за исключением пластиковых корпусов элементов, STAR ENERGY имеет страховой запас. Поставщики пластиковых корпусов элементов крупносерийного производства осуществляют STAR ENERGY эти поставки на основе методов “Точно в срок. Это подразумевает ежедневные поставки, выполняемые в соответствии с графиком, составленным на неделю вперед.
Заявки на корпуса элементов мелкосерийного производства удовлетворяются отделом закупок STAR ENERGY в срок от 3 до 8 недель.
STAR ENERGY осуществляет жесткий контроль запасов и сроков поставки свинца.
Факторы, негативно сказывающиеся на функционировании производства
При составлении плана производства на 6 последующих недель используются данные потребности загрузки отдельных технологических процессов последних четырех месяцев, а данные из отчетов предоставляемые комплексом MRP-системы не используются. Все это говорит о нерациональном планировании.
Чтобы снизить себестоимость продукции компании необходимо использовать современные технологии, такие а также правильно распределять время производства, необходимое для создания выпускаемой продукции.
Исследовав процесс производства аккумуляторных батарей, удалось выделить реальное затрачиваемое время на изготовление партии продукции. Для сравнения распределений времени производства на предприятии до анализа и после, сведем данные в таблицу В. Расшифровка этапов приведена на рис. АА.
Процесс производства аккумуляторных батарей (рис.СС):
1 этап: изготовление пластин;
2 этап: изготовление пакетов пластин;
3 этап: сборка элементов;
4 этап: сборка аккумуляторной батареи.
Табл. В
|
Этап |
Планирование в данный момент на предприятии |
Реальные затраты времени на производстве |
|
1 |
7 дней |
≈ 3 дня |
|
2 |
7 дней |
≈ 4 дня |
|
3 |
7 дней |
4-5 дней |
|
4 |
7 дней |
3 дня |
Методика расчета плана производства на предприятии следущая: отдел продаж еженедельно анализирует данные о продажах по каждому из четырех последних месяцев, чтобы скорректировать программу закупки материалов и комплектующих изделий. Для осуществления этой коррекции используются данные компьютерных отчетов, включающих данные о продажах, сведения о задолженности по заказам и план производства элементов (в качестве примера эти данные приведены в приложениях 5, 6, 7).
Из данных приложения 6 видно, что заказы поступают неравномерно.
В приложении 7 представлен план производства. Если сравнивать с данными приложений 6 и 7, можно сделать вывод о неграмотной загрузке производства. А именно, изделий производится гораздо больше, чем необходимо.
Из таблицы (приложение 8) видны расхождение планируемого и реального выпуска продукции, что говорит нам о перепроизводстве на предприятии и, как следствие, о переполнении складов.
По данным результатов проверки наличия корпусов элементов на складе
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.