












ЭЛЕКТРОХИМИЧЕСКАЯ ОБРАБОТКА
Лабораторная работа № 3
Размерные электрохимические методы обработки основаны на электрохимическом растворении материала под действием электрического тока в токопроводящей среде, при котором форма инструмента копируется обрабатываемой поверхностью. Размерные электрохимические методы обработки разделяют на анодно-механическую, размерную электрохимическую и электроалмазную обработку.
Анодно-механическая обработка. Этот процесс электрохимической размерной обработки основан на сочетании электротермических и электрохимических процессов при одновременном механическом воздействии инструмента-катода на обрабатываемую поверхность. Этот способ обработки применяется при разрезании твердосплавных изделий, пруткового вольфрама, сталей высокой твердости и т. п.
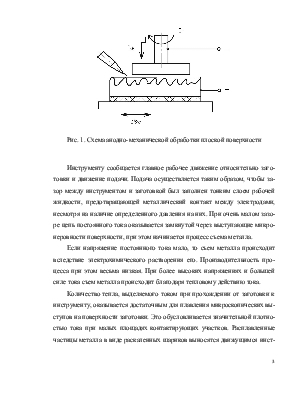
Принцип этого вида обработки заключается в следующем: заготовка соединяется с положительным полюсом, а инструмент — с отрицательным (рис. 1). В процессе обработки инструмент смачивается рабочей жидкостью и перемещается по заготовке. На поверхности заготовки, являющейся анодом, образуется пленка, электрическое сопротивление которой значительно выше сопротивления слоя рабочей жидкости между пленкой и инструментом (катодом).
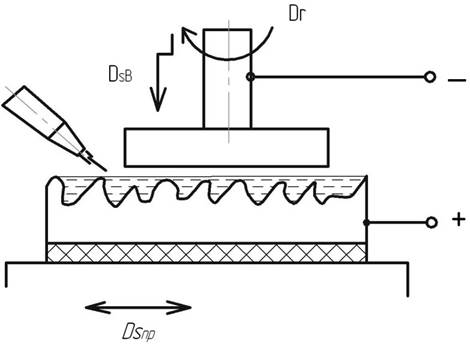
Рис. 1. Схема анодно-механической обработки плоской поверхности
Инструменту сообщается главное рабочее движение относительно заготовки и движение подачи. Подача осуществляется таким образом, чтобы зазор между инструментом и заготовкой был заполнен тонким слоем рабочей жидкости, предотвращающей металлический контакт между электродами, несмотря на наличие определенного давления на них. При очень малом зазоре цепь постоянного тока оказывается замкнутой через выступающие микронеровности поверхности, при этом начинается процесс съема металла.
Если напряжение постоянного тока мало, то съем металла происходит вследствие электрохимического растворения его. Производительность процесса при этом весьма низкая. При более высоких напряжениях и большей силе тока съем металла происходит благодаря тепловому действию тока.
Количество тепла, выделяемого током при прохождении от заготовки к инструменту, оказывается достаточным для плавления микроскопических выступов на поверхности заготовки. Это обусловливается значительной плотностью тока при малых площадях контактирующих участков. Расплавленные частицы металла в виде раскаленных шариков выносятся движущимся инструментом из зоны обработки. Производительность процесса при этом значительно возрастает.
Основными параметрами процесса анодно-механической обработки является электрический режим (плотность тока, напряжения) и механические параметры (давление на обрабатываемую поверхность, скорость движения инструмента).
В отличие от рассмотренных технологических схем ЭХО в этом случае под действием электротермических явлений разрушается в зоне обработки не только заготовка, но и электрод-инструмент. При анодно-механическом формообразовании в качестве электролита используют водный раствор силиката натрия Na2SiO3, или жидкое стекло. При прохождении через этот раствор электрического тока катионы натрия Na+ на катоде вступают в реакцию с водой, образуя щелочь NaOH и водород Н2. Одновременно с этим двуокись кремния SiO3 распадается на окись кремния SiO2 и кислород, в результате чего на аноде образуется силикатная пленка (окись кремния), обладающая высоким электрическим сопротивлением.
При напряжении на электродах ниже- 15 В силикатная пленка разрушается перемещающимся относительно обрабатываемой поверхности инструментом, что активизирует последующее анодное растворение. Одновременно перемещающийся инструмент удаляет продукты растворения из зоны обработки. При повышении напряжения на электродах до 17—20 В происходит электрический пробой межэлектродного пространства и эрозионное разрушение металла заготовки; при этом процесс анодно-механической обработки ускоряется в десятки раз. На рис. 2 приведены технологические схемы анодно-механической резки металлическим диском и лентой.
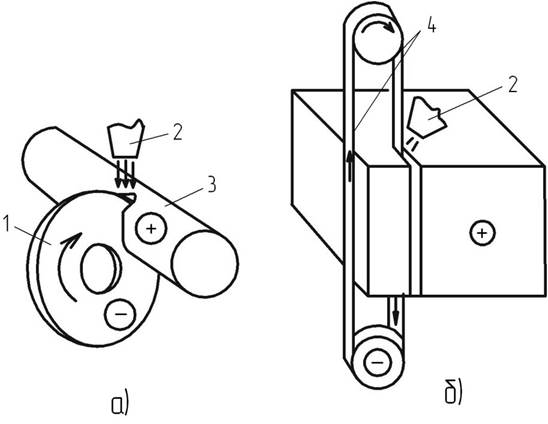
Рис. 2 Схемы анодно-механической резки металлическим диском (а) и лентой (б)
1-диск, 2 –сопло для подачи электролита, 3-отрезаемая заготовка, 4-ветви ленты
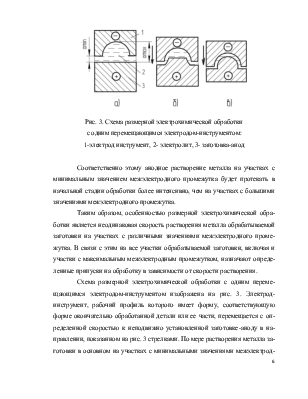
Размерная электрохимическая обработка. Этот процесс служит для придания заготовке нужной формы и размеров. Она происходит при непрерывном и интенсивном обновлении электролита
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.