 |
КАФЕДРА ПТМ
к расчётно-графической работе по дисциплине
“Оборудование машиностроительных производств”
Выполнил
Специальность 210200, компьютерное проектирование
Группа КП –91
Проверил
Техническое задание №928
1. Эскиз детали
рис. 1. Эскиз детали
2. Исходные данные
|
Тип инструмента |
Степень автоматизации |
Материал детали |
Предел прочности (МПа) |
Твердость HB |
Вид обработки |
|
Резец расточной |
Ручное управление |
Алюминиевый сплав |
450 |
105 |
Растачивание чистовое |
Элементы режимов резания устанавливают в порядке, указанном ниже.
Глубина резания t. При чистовой (окончательной) обработке – в зависимости от требований точности резания и шероховатости обработанной поверхности.
При ![]() выбираем
выбираем ![]()
Подача s. При чистовой обработке – в зависимости от требуемой степени точности и шероховатости обработанной поверхности.
![]() (1, стр.268)
(1, стр.268)
Скорость резания v. Рассчитывают по эмпирической формуле, установленной для каждого вида обработки
 (1, стр.265), где
(1, стр.265), где
Т – стойкость – период работы инструмента до затупления, приводимый для различных
видов обработки, соответствует условиям одноинструментальной обработки. Сред нее значение стойкости при одноинструментальной обработки – 60 мин.
Для внутренней обработки принимается скорость резания, равной скорости резания при наружном точении с введением поправочного коэффициента 0,9
Коэффициенты и показатели степени:
![]() =485 , x=0,12, y=0,25, m=0,28
при
=485 , x=0,12, y=0,25, m=0,28
при ![]()
Коэффициент ![]() является произведением ряда коэффициентов:
является произведением ряда коэффициентов:
![]() - учитывающий влияние материала
заготовки,
- учитывающий влияние материала
заготовки,
![]() - состояние поверхности,
- состояние поверхности,
![]() - материала инструмента.
- материала инструмента.
Поправочные коэффициенты:
![]() -для дюралюминия
-для дюралюминия ![]()
![]()
![]() , так как состояние поверхности
заготовки – без корки
, так как состояние поверхности
заготовки – без корки
![]() , так как марка инструментального
материала P6M5 – быстрорежущая сталь.
, так как марка инструментального
материала P6M5 – быстрорежущая сталь.
![]() (1, стр.263)
(1, стр.263)
Сила резания. Силу резания принято раскладывать на составляющие силы, направленные по
осям координат станка (тангенциальную ![]() ,
радиальную
,
радиальную ![]() и осевую
и осевую ![]() ).
).
![]() [H] (1,
стр.271), где
постоянная
[H] (1,
стр.271), где
постоянная ![]() и показатели степени x, y следующие:
и показатели степени x, y следующие:
![]() = 40 x =
1 y = 0,75 n=0 – для
растачивания.
= 40 x =
1 y = 0,75 n=0 – для
растачивания.
Коэффициент ![]() является произведением ряда коэффициентов:
является произведением ряда коэффициентов:
![]() - учитывающий влияние алюминиевых
сплавов на силовые зависимости
- учитывающий влияние алюминиевых
сплавов на силовые зависимости ![]() =2,75.
=2,75.
![]()
![]()
Мощность резания. Рассчитывается по формуле
 кВт (1, стр.271)
кВт (1, стр.271)
Частота вращения. Рассчитывается по формуле
 мин-1
мин-1
Мощность привода главного движения
 (1, стр.271)
(1, стр.271)
Структурная схема
Фv(![]() ) V, N об/мин
) V, N об/мин
Фs(![]() ) L, K мм/об
) L, K мм/об
Уст(![]() ) L, К
) L, К
Уст(![]() ) L, К
) L, К
Всп(![]() ) -
) -
Для того чтобы правильно выбрать станок нужно проанализировать следующие характеристики: метод отработки, мощность, частоту вращения, диаметр заготовки, подачу. Самым главным параметром при выборе станка являются характер выполняемых работ и тип металлорежущего инструмента. Так как выполняемая работа - это расточка внутреннего отверстия, то для этой работы лучше всего выбрать токарный станок. А так же не мало важную роль, при выборе станка, играют основные размеры обрабатываемой детали, такие как диаметр, длина. Так как обрабатываемая деталь имеет малые габариты и для обработки необходимо иметь небольшую мощность, то выбираем станок из серии токарно-винторезных станков малой гаммы.
Технические характеристики станка 16Б04П:
Наибольший диаметр обрабатываемой заготовки
- над станиной –200 мм
- над суппортом – 115 мм
Наибольшая длина обрабатываемой заготовки – 350 мм
Частота вращения шпинделя – 1420 мин-1
Мощность электродвигателя главного привода – 1,1 кВт
Эти параметры соответствуют требованиям обработки детали.
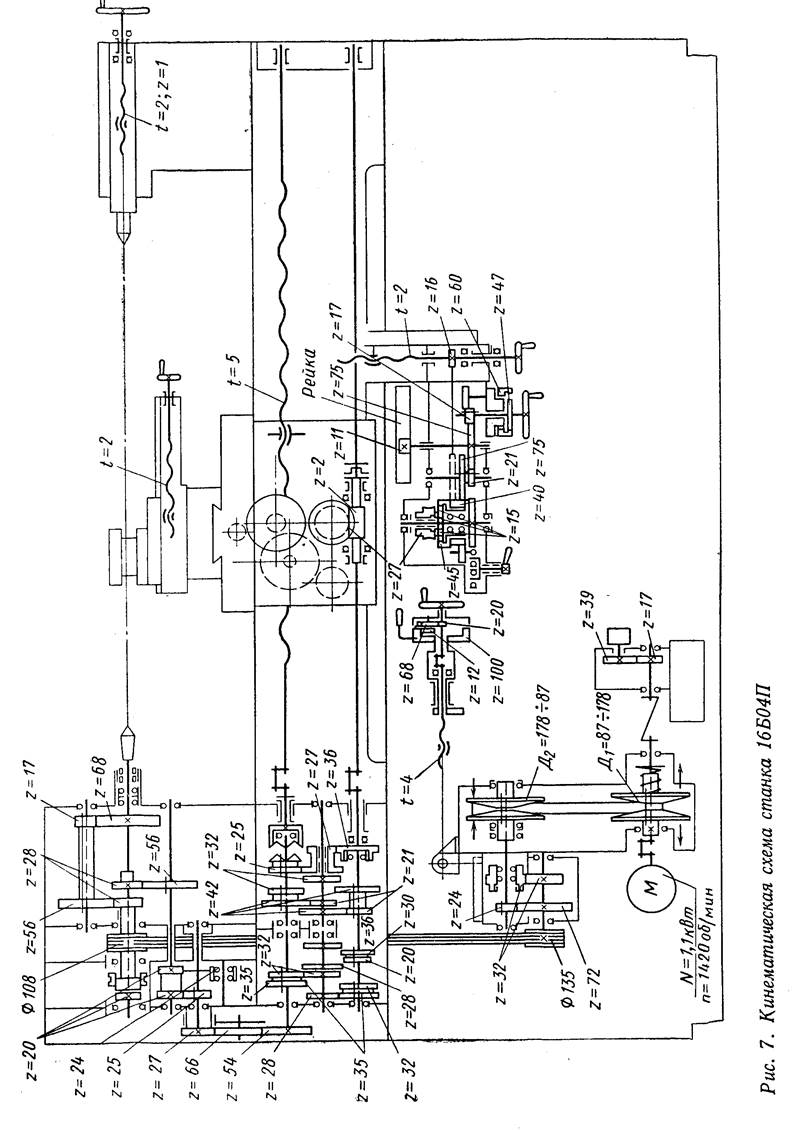
Токарно-винторезный станок 16Б04П
Токарно-винторезный
станок 16Б04П относится к станкам малой гаммы, повышенной точности. Привод
главного движения в станке – разделенный и осуществляется с помощью бесступенчатого
вариатора с широким клиновым ремнем. К корпусу вариатора прикреплена коробка на
две механические ступени. Передаточное отношение вариатора регулируется путем
изменения расстояния между фрикционными дисками. В зависимости от положения
зубчатого колеса z=24 включается
та или иная механическая ступень, и шкив получает вращение через зубчатые
передачи![]() или
или![]() .
Вариатор с коробкой скоростей на две ступени расположен в тумбе станка.
Движение шкиву шпиндельной бабки передается клиноременной передачей. От шкива
шпиндель может получать вращение непосредственно через муфту или через перебор
.
Вариатор с коробкой скоростей на две ступени расположен в тумбе станка.
Движение шкиву шпиндельной бабки передается клиноременной передачей. От шкива
шпиндель может получать вращение непосредственно через муфту или через перебор  . Коробка подач – закрытого типа с
передвижными зубчатыми колесами.
. Коробка подач – закрытого типа с
передвижными зубчатыми колесами.
Кинематическая схема станка 16Б04П
3. Настройка станка
Настройка кинематической цепи станка сводится к подбору передаточных отношений передач и других механизмов.
1. Формообразующее движение Фv(В1)– это движение, которое служит для получения производящих линий. Это движение задается скоростью резания, оно сообщается детали
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




