Введение
Шлифовальные станки являются одним из распространенных видов металлорежущего оборудования. В парках металлорежущего оборудования заводов точного машиностроения шлифовальные станки составляют свыше 25%.
Усилия резания при шлифовании меньше, чем при точении и фрезеровании, следовательно, и меньше отжатие детали, благодаря чему легче обеспечить точность обработки.
Шлифование обеспечивает:
а) высокую размерную точность сопряжения деталей в пределах 2-4 мкм и меньше;
б) высокую точность формы, например, нецилиндричность в пределах 1-3 мкм, некруглость - 0,3-0,5 мкм;
в) малую высоту шероховатости обработанной поверхности (7 - 9 класс), а в отдельных случаях 10 класс и выше.
При окончательной обработке деталей с малыми припусками (до 0,5 мм) шлифование является наиболее производительным и экономичным процессом.
Преимуществом обработки на шлифовальных станках является простота наладки и возможность во время обработки изменять режим резания, снижая его к концу обработки, и снимать тончайшие слои металла.
На шлифовальных станках в качестве режущего инструмента применяются различные шлифовальные круги. Шлифовальный круг состоит из большого количества скрепленных связкой абразивных зерен имеющих режущие грани. Резание осуществляется абразивными зернами, расположенными на рабочей поверхности круга.
К основным особенностям шлифовального круга как режущего инструмента относятся:
а) непостоянство углов резания у отдельных абразивных зерен из-за их неправильной геометрической формы;
б) непостоянство положения отдельных режущих кромок из-за произвольного расположения абразивных зерен в теле круга;
в) прерывистая режущая кромка по образующей круга и на его рабочей поверхности;
г) восстановление режущих свойств за счет выкрашивания абразивных зерен и образования новых режущих кромок;
 |
1.Способы и особенности бесцентрового шлифования
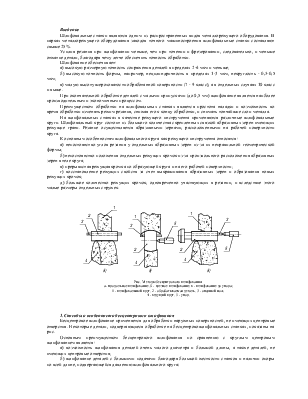
Бесцентровое шлифование применяется для обработки наружных поверхностей, не имеющих центровые отверстия. Некоторые детали, подвергающиеся обработке на бесцентровошлифовальных станках, показаны на рис.
Основным преимуществом бесцентрового шлифования по сравнению с круглым центровым шлифованием является:
а) возможность шлифования деталей очень малого диаметра и большой длины, а также деталей, не имеющих центровые отверстия;
б) шлифование деталей с большими подачами благодаря большой жесткости станков и наличии опоры по всей длине, подвергающейся давлению шлифовального круга;
в) простота обслуживания станков, не требующая рабочих высокой квалификации;
г) простота встраивания в автоматические линии.
Погрешности, получающиеся от неточности подачи круга или от его износа, в два раза меньше, чем на центровых станках, так как они относятся не к радиусу, а к диаметру детали.
Обработка деталей на бесцентровошлифовальных станках осуществляется тремя способами:
продольное шлифование "на проход" (рис. );
врезное шлифование с поперечной подачей на всю ширину обработки (рис. );
шлифование до упора с продольной подачей и поперечной подачей на высоту круга (рис. ).
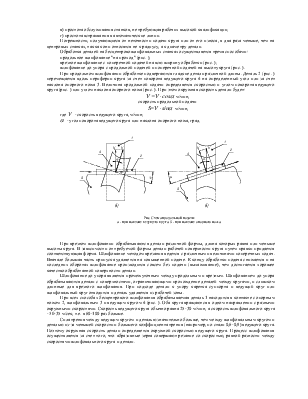
При продольном шлифовании обработке подвергаются гладкие детали различной длины. Деталь 2 (рис. ) перемещается вдоль периферии круга за счет поворота ведущего круга 4 на определенный угол или за счет наклона опорного ножа 3. Величина продольной подачи определяется скоростью и углом поворота
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.