Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Новосибирский государственный технический университет
Исследование влияния режимов обработки на шероховатость поверхности с использованием планирования эксперимента
Группа: КП-21
Бригада: №1
Студенты:
Преподаватели: А
2005 г.
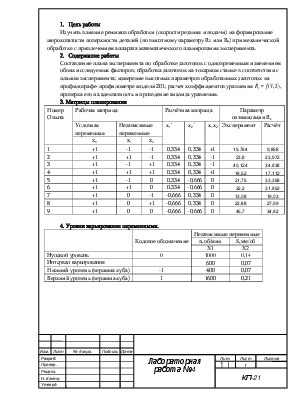
1. Цель работы
Изучить влияние режимов обработки (скорости резания и подачи) на формирование шероховатости поверхности деталей (по высотному параметру RZ или Ra) при механической обработке с привлечением аппарата математического планирования эксперимента.
2. Содержание работы
Составление плана эксперимента по обработке заготовок с
одновременным изменением обоих исследуемых факторов; обработка заготовок на
токарном станке в соответствии с планом эксперимента; измерение высотных
параметров обработанных заготовок на профилографе-профилометре модели 201;
расчет коэффициентов уравнения ![]() , проверка его на
адекватность и проведение анализа уравнения.
, проверка его на
адекватность и проведение анализа уравнения.
3. Матрицы планирования
|
Номер Опыта |
Рабочая матрица |
Расчётная матрица |
Параметр оптимизации |
|||||
|
Условная переменная |
Независимые переменные |
|
|
|
Эксперимент |
Расчёт |
||
|
|
|
|
||||||
|
1 |
+1 |
-1 |
-1 |
0,334 |
0,334 |
+1 |
15,764 |
9,858 |
|
2 |
+1 |
+1 |
-1 |
0,334 |
0,334 |
-1 |
23,8 |
23,972 |
|
3 |
+1 |
-1 |
+1 |
0,334 |
0,334 |
-1 |
40,124 |
34,638 |
|
4 |
+1 |
+1 |
+1 |
0,334 |
0,334 |
+1 |
16,52 |
17,112 |
|
5 |
+1 |
-1 |
0 |
0,334 |
-0,666 |
0 |
21,75 |
33,358 |
|
6 |
+1 |
+1 |
0 |
0,334 |
-0,666 |
0 |
32,2 |
31,652 |
|
7 |
+1 |
0 |
-1 |
-0,666 |
0,334 |
0 |
13,08 |
19,03 |
|
8 |
+1 |
0 |
+1 |
-0,666 |
0,334 |
0 |
22,88 |
27,99 |
|
9 |
+1 |
0 |
0 |
-0,666 |
-0,666 |
0 |
45,7 |
34,62 |
4. Уровни варьирования переменными.
|
Кодовое обозначение |
Независимые переменные |
||
|
n,об/мин |
S,мм/об |
||
|
Х1 |
Х2 |
||
|
Нулевой уровень |
0 |
1000 |
0,14 |
|
Интервал варьирования |
600 |
0,07 |
|
|
Нижний уровень (вершина куба) |
-1 |
400 |
0,07 |
|
Верхний уровень (вершина куба) |
1 |
1600 |
0,21 |
5.Результаты измерения шероховатости.
Так как у нас три уровня варьирования переменными и
двухфакторный (V,S)
эксперимент, то нам потребуется ![]() =9 опытов.
=9 опытов.
![]() =х*0,28
=х*0,28
|
Номер опыта |
n,об/мин |
S,мм |
Х, мкм |
Хср, мкм |
Rz, мкм |
|
1 |
1600 |
0,07 |
57; 55; 57; |
56,3 |
15,764 |
|
2 |
1600 |
0,14 |
85; 85; 85; |
85 |
23,8 |
|
3 |
1600 |
0,21 |
160; 125; 145; |
143,3 |
40,124 |
|
4 |
1000 |
0,07 |
65; 57; 55; |
59 |
16,52 |
|
5 |
1000 |
0,14 |
87; 81; 65; |
77,67 |
21,75 |
|
6 |
1000 |
0,21 |
120; 125; 100; |
115 |
32,2 |
|
7 |
400 |
0,07 |
50; 45; 45; |
46,7 |
13,08 |
|
8 |
400 |
0,14 |
80; 85; 80; |
81,7 |
22,88 |
|
9 |
400 |
0,21 |
160; 155; 175; |
163,3 |
45,7 |
|
Номер опыта |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
5 |
9 |
|
|
15,764 |
23,8 |
40,124 |
16,52 |
21,75 |
32,2 |
13,08 |
22,88 |
45,7 |
6. Коэффициенты
 , где
, где
![]() =+1, а
=+1, а ![]() .
.
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
![]() , где
, где
 ,
, ;
;
![]() ;
;
Таким образом, уравнение функции отклика для двух независимых переменных факторов запишется:
![]() ;
;
Ошибка опыта (или дисперсия воспроизводимости), которая является суммарной величиной измерения факторов и параметра оптимизации, стабильности процесса обработки, определяется по опытам в центре куба (в нашем случае три опыта – один основной и два дополнительных):


Определяем
остаточную дисперсию ![]() , для этого в
полученное уравнение будем подставлять по матрице (таблица 1) значения
переменных
, для этого в
полученное уравнение будем подставлять по матрице (таблица 1) значения
переменных ![]() и
и![]() ,
чтобы определить расчетное значение
,
чтобы определить расчетное значение ![]() и затем найти
разность между
и затем найти
разность между ![]() и
и ![]() .
.
![]() определим по формуле:
определим по формуле:
7. Критерий Фишера
Для 5% уровня
значимости и степеней свободы для числителя 2 и знаменателя 3 значение ![]() .
.
![]() что означает, что
полученное уравнение с вероятностью 0,95 можно считать адекватным
экспериментальным данным.
что означает, что
полученное уравнение с вероятностью 0,95 можно считать адекватным
экспериментальным данным.
8. Графики зависимостей
Построение графиков осуществлялось при поддержке программы «MathCAD»
Рис1. y =f(x1): y1(x1) - x2 = -1; y2(x1) - x2 = 0; y3(x1) - x2 = 1;
Рис2. y =f(x2): y1(x2) - x1 = -1; y1(x2) - x1 = 0; y1(x2) - x1 = 1;
Рис3. y = f(x1, x2)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.