4 Организация и технология ремонта вагонов и их сборочных единиц в основных производственных участках и отделениях депо
4.1 Производственная структура вагонного депо
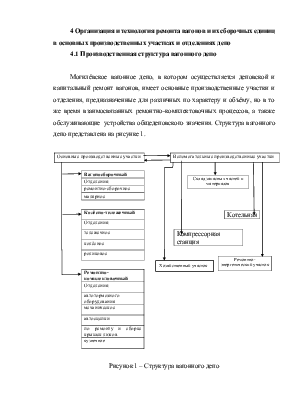
Могилёвское вагонное депо, в котором осуществляется деповской и капитальный ремонт вагонов, имеет основные производственные участки и отделения, предназначенные для различных по характеру и объёму, но в то же время взаимосвязанных ремонтно-комплектовочных процессов, а также обслуживающие устройства общедеповского значения. Структура вагонного депо представлена на рисунке 1.
|
|
|
![]()
![]()
![]()
|
|
Отделения: |
ремонтно-сборочное |
малярное |
|
|
Отделения: |
тележечное |
колёсное |
роликовое |
|
|
Ремонтно-комплектовочный |
|
Отделения: |
|
автотормозного оборудования |
|
механическое |
|
автосцепки |
|
по ремонту и сборке крышек люков |
|
кузнечное |
![]()
Рисунок 1 – Структура вагонного депо
4.2 Вагоносборочный участок
4.2.1 Назначение и структура участка
Вагоносборочный участок производит плановые виды ремонта: деповской (ДР), капитальный (КР) и капитальный с продлением срока службы (КРП) вагонов-хопперов для перевозки цемента и минеральных удобрений, и является основным производственным участком депо, в котором выполняются ремонтно-сборочные и малярные работы непосредственно на вагонах. При этом осуществляются такие соединения и закрепления деталей и узлов вагона, которые обеспечивают ему необходимые эксплуатационные качества. Кроме того, в процессе сборки производится восстановление повреждённых поверхностей некоторых узлов вагона (например, наплавка изношенных поверхностей элементов рамы, заварка трещин на кузове и т.п.), контролируется взаимное положение и надёжность пригонки элементов собираемого узла. Ремонтно-сборочные процессы часто сопровождаются операциями сверления отверстий, нарезания резьбы, зачистки поверхностей, очистки, промывки и смазки собираемых частей вагона.
По своей структуре вагоносборочный участок является сквозным и включает в себя следующие два отделения: ремонтно-сборочное, в котором одновременно осуществлялся ремонт вагонов в объёме деповского и капитального ремонта, и малярное отделение, служащее для окраски вагонов и последующей их сушки.
4.2.2 Определение программы и основных параметров производственного процесса
Основные параметры производственного процесса и программу ремонта примем из расчетов в п. 3.
Годовая программа деповского ремонта Nдр = 1830 вагона.
Годовая программа капитального ремонта Nкап = 549 вагонов.
Количество ремонтных позиций деповского ремонта – 5.
Количество ремонтных позиций капитального ремонта – 3.
Продолжительность ремонтного процесса для деповского ремонта – 11,1 ч (одна рабочая смена).
Продолжительность ремонтного процесса для капитального ремонта –22,2 ч (две рабочие смены).
4.2.3 Расчет промышленно-производственного персонала
Потребный контингент работников вагоносборочного участка для выполнения технологического процесса ремонта вагонов в соответствии с установленными требованиями определяется расчётным путём.
Явочная численность основных производственных рабочих Rяв.i чел., определяется по формуле:
 ,
(7)
,
(7)
(форматирование формул: номер формулы – в конце строки, номер шрифта переменных в формуле и в тексте должен быть одним и тем-же)
где Ni – годовая программа i-ого вида работ;
Hi – трудоёмкость ремонта вагона по i-ой специальности, чел.∙ч;
Fяв – годовой фонд времени работы явочного рабочего, Fяв = 2024 ч.;
Kн – коэффициент выполнение норм рабочим, Kн = 1,0.
(форматирование описания формул: слово где – с «красной строки»)
 человек.
человек.
(для создания формул есть специальный режим «Formula Equation или Microsoft Equation», необходимо пользоваться им, а для этого настроить компьютер соответствующим образом)
Списочное количество рабочих определяется по формуле:
Rсп = Кз ·Rяв, (8)
где Кз – коэффициент замещения, учитывающий численность болеющих и находящихся в отпусках рабочих, Кз = 1,15.
(между текстом и формулой должно быть определенное расстояние. Ориентировочно одна пустая строка со шрифтом номер 8)
Rсп сл = 1,15 ·19 = 22 человека.
(форматирование формул: формула и расчет должны располагаться посередине строки)
Аналогично рассчитываем явочные и списочные численности основных производственных рабочих остальных специальностей.
Распределение трудозатрат и численности основных производственных рабочих по профессиям и специалистов представлены в таблице 1.
Количество руководителей и специалистов принимаем 6% от общей численности производственных рабочих, численность служащих – 2%, численность учеников – 2%.
![]()
![]()
![]()
![]()
![]()
![]() Таблица 1 –
Промышленно-производственный персонал ВСУ
Таблица 1 –
Промышленно-производственный персонал ВСУ
Категория и Трудоёмкость Процент от Количество работников
![]()
![]() специальность работ,
чел·ч числа основных работников
производственных Rяв
,человек Rсп , человек рабочих , %
специальность работ,
чел·ч числа основных работников
производственных Rяв
,человек Rсп , человек рабочих , %
 |
ДР КР ДР КР ДР КР
1 Основные про- изводственные рабочие:
-слесари 15,22 17,91 — 14 5 16 6
-электросварщики 5,3 10,43 — 5 3 6 4
-маляры 0,45 5,5 --- 1 2 1 2
-крановщики 0,94 1,18 --- 1 1 1 1
-стропальщики 0,94 1,18 --- 1 1 1 1
![]()
![]() Всего
22,85 36,2 — 22 12
25 14
Всего
22,85 36,2 — 22 12
25 14
3 служащие --- 2 1 1
4 ученики — 2 1 1
![]() Итого
38 43
Итого
38 43
(Для создания таблиц есть специальный режим «таблица», необходимо пользоваться им, а не рисовать линии. Текст в шапке таблицы необходимо располагать «по центру»)
Определяем производительность основных производственных рабочих:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.