

ПРОЕКТИРОВАНИЕ РЕМОНТНОГО ПРОИЗВОДСТВА ЭЛЕКТРОМАШИННОГО ОТДЕЛЕНИЯ
4 ОРГАНИЗАЦИЯ РЕМОНТА И ПРОЕКТИРОВАНИЕ ОТДЕЛЕНИЯ
4.1 НАЗНАЧЕНИЕ ЭЛЕКТРОМАШИННОГО ОТДЕЛЕНИЯ
Электромашинное отделение локомотивного депо предназначено для текущих и внеплановых ремонтов тяговых электродвигателей и вспомогательных электрических машин электровозов.
В отделение поступают агрегаты, снятые с электровоза при текущих ремонтах, а также оказавшиеся неисправными и вышедшими из строя в процессе эксплуатации – при производстве внеплановых ремонтов.
В электромашинном отделении разбирают, восстанавливают изношенные узлы и детали (при необходимости заменяют) и собирают тяговые электродвигатели и вспомогательные электрические машины.
4.2 РАСЧЕТ ФОНДОВ РАБОЧЕГО ВРЕМЕНИ
Расчет выполнен в пункте 1.2.
4.5 ОПРЕДЕЛЕНИЕ ОБОРОТНОГО ЗАДЕЛА СБОРОЧНЫХ ЕДИНИЦ
Оборотный задел создается в условиях обезличенного ремонта при запаздывании готовности ремонтируемой сборочной единицы на сборку.
Оборотный задел
![]() , где Т – технологический запас сборочной единицы;
, где Т – технологический запас сборочной единицы;
Пз– переходной запас сборочной единицы.
Так как время ремонта тягового двигателя в отделении имеет меньшую продолжительность, чем время монтажа его на колесно-моторный блок, то технологический запас не требуется.
Переходной запас
 , где Н– количество
двигателей с ненормальным износом,
, где Н– количество
двигателей с ненормальным износом, ![]() ;
;
А – общее количество отремонтированных двигателей, А=400 ТЭД.
Количество двигателей, находящихся в ремонте
 , где Т1 – время
ремонта тягового двигателя, Т1=10 ч.
, где Т1 – время
ремонта тягового двигателя, Т1=10 ч.
 ТЭД.
ТЭД.
 ТЭД.
ТЭД.
Принимаем переходной запас в размере одного тягового электродвигателя.
4.6 РАСЧЕТ ТРУДОЕМКОСТИ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ РЕМОНТА ЭЛЕКТРОВОЗОВ
Годовая трудоемкость программы ремонта отделения, чел∙ч/ год
![]() , где
, где ![]() – трудоемкость отдельной операции i-го вида ремонта для одной секции, чел∙ч/секц, значения
– трудоемкость отдельной операции i-го вида ремонта для одной секции, чел∙ч/секц, значения ![]() представлены в таблице 1;
представлены в таблице 1;
Пi – годовой объем выпуска, двигателей;
n – число однотипных сборочных единиц в объекте ремонта;
n = 4 ТЭД/секцию.
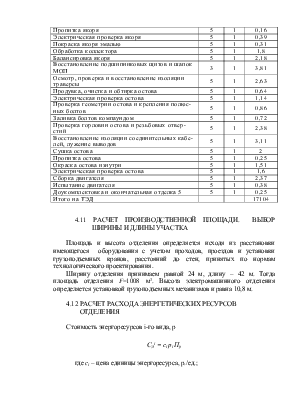
Таблица 1 – Трудоемкость ремонта тягового электродвигателя электровоза ВЛ-80с
|
Наименование работ |
Разряд |
Условия |
Норма на объем, чел∙ч/секц |
|
Испытания на холостом ходу |
5 |
1 |
0,5 |
|
Обмывка и очистка двигателя |
5 |
1 |
0,33 |
|
Разборка двигателя |
5 |
1 |
3,1 |
|
Продувка, очистка и обтирка якоря |
5 |
1 |
0,5 |
|
Общий осмотр и снятие колец |
5 |
1 |
1,57 |
|
Электрическая проверка |
5 |
1 |
0,82 |
|
Дефектация резьбы, конуса и шеек вала |
5 |
1 |
0,87 |
|
Замена бандажей |
5 |
1 |
2,85 |
|
Пайка петушков коллектора |
5 |
1 |
1,27 |
|
Сушка якоря |
5 |
1 |
2 |
|
Затяжка коллекторных болтов |
5 |
1 |
0,46 |
|
Пропитка якоря |
5 |
1 |
0,16 |
|
Электрическая проверка якоря |
5 |
1 |
0,39 |
|
Покраска якоря эмалью |
5 |
1 |
0,31 |
|
Обработка коллектора |
5 |
1 |
1,8 |
|
Балансировка якоря |
5 |
1 |
2,18 |
|
Восстановление подшипниковых щитов и шапок МОП |
3 |
1 |
3,81 |
|
Осмотр, проверка и восстановление изоляции траверсы |
5 |
1 |
2,63 |
|
Продувка, очистка и обтирка остова |
5 |
1 |
0,64 |
|
Электрическая проверка остова |
5 |
1 |
1,14 |
|
Проверка геометрии остова и крепления полюсных болтов |
5 |
1 |
0,86 |
|
Заливка болтов компаундом |
5 |
1 |
0,72 |
|
Проверка горловин остова и резьбовых отверстий |
5 |
1 |
2,38 |
|
Восстановление изоляции соединительных кабелей, лужение выводов |
5 |
1 |
3,11 |
|
Сушка остова |
5 |
1 |
2 |
|
Пропитка остова |
5 |
1 |
0,25 |
|
Окраска остова изнутри |
5 |
1 |
1,51 |
|
Электрическая проверка остова |
5 |
1 |
1,6 |
|
Сборка двигателя |
5 |
1 |
2,37 |
|
Испытание двигателя |
5 |
1 |
0,38 |
|
Доукомплектовка и окончательная отделка 5 |
5 |
1 |
0,25 |
|
Итого на ТЭД |
17104 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.