2.3 Разработка структурной схемы технологического процесса ремонта рамы тележки
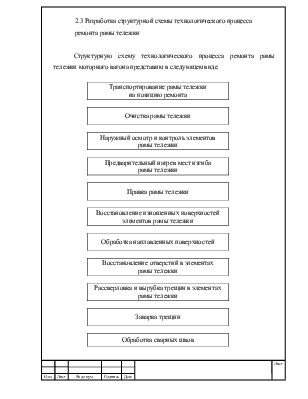
Структурную схему технологического процесса ремонта рамы тележки моторного вагона представим в следующем виде.
|
Транспортирование рамы тележки на позицию ремонта |
|
Очистка рамы тележки |
|
Наружный осмотр и контроль элементов рамы тележки |
|
Предварительный нагрев мест изгиба рамы тележки |
|
Правка рамы тележки |
|
Восстановление изношенных поверхностей элементов рамы тележки |
|
Обработка наплавленных поверхностей |
|
Восстановление отверстий в элементах рамы тележки |
|
Рассверловка и вырубка трещин в элементах рамы тележки |
|
Заварка трещин |
|
Обработка сварных швов |
|
Окраска рамы тележки |
|
Транспортирование рамы тележки на позицию сборки |
2.4 Описание технологического процесса ремонта рамы тележки
Текущий ремонт рамы тележки электропоезда проводится в установленные сроки и в соответствии с Правилами деповского ремонта электропоездов и электросекций ЦТ/2614 и упомянутыми в них инструкциями и технологической документацией.
Как правило, рамы тележек электропоездов ремонтируют при текущем ремонте ТР-3 (а также КР-1 и КР-2), когда их полностью разбирают. Вагон электропоезда устанавливается на участок ТР-3 на позицию подъемки кузова, на которой имеются электрические домкраты грузоподъемностью 30 т. До начала разборки производят осмотр и измерение важнейших размеров, определяющих положение кузова относительно тележек, горизонтальность положения рам тележек, смещения колесных пар относительно продольной оси вагона электропоезда и др. Результаты осмотра и измерений записывают в книгу ремонта.
Тележки выкатывают из-под вагона. При выкатке тележки моторного вагона сначала отворачивают гайку шкворня, снимают ее и упорную шайбу. Затем отсоединяют электропровода от тяговых электродвигателей, провода узлов заземления и провода заземления кузова и соединительные рукава тормозных цилиндров, а на тележке со стороны привода ручного тормоза отсоединяют трос от рычажно-тормозной передачи. После этого домкратами поднимают кузов и выкатывают тележки.
При выкатке тележки головного и прицепного вагонов осматривают шаровую опору, отсоединяют рычажно-тормозную передачу и шины заземления кузова. После этого домкратами поднимают кузов и выкатывают тележки.
Руководит подъемкой кузова мастер. Моторные тележки выкатывают своим ходом, подключив один из тяговых электродвигателей к генератору постоянного тока (напряжение 220 или 440 В). Немоторные тележки выкатывают при помощи лебедки, закрепив буксирный трос за поперечную балку тележки. После выкатки тележек кузов приспускают на высоту, удобную для выполнения работ по ремонту; для разгрузки домкратов устанавливают специальные подставки.
Далее с тележек снимают все съемные детали (кроме предохранительных скоб рычажно-тормозной передачи) и передают их в соответствующие ремонтные отделения. Раму тележки подвергают очистке, после чего тщательно обтирают (насухо) и проводят осмотр и дефектировку.
Главными требованиями при ремонте рамы тележки электропоезда являются восстановление в пределах назначенных допусков геометрической формы рамы во всех плоскостях (особенно параллельности и горизонтальности боковин), пазов буксовых поводков у бесчелюстных тележек, мест установки ударно-тяговых приборов, устранение изгибов и трещин в элементах конструкции.
Боковины рамы, имеющие прогиб в вертикальном и горизонтальном направлениях, подвергают правке с помощью винтовых или гидравлических распорок и стяжек при установленных и затянутых буксовых струнках. Место изгиба предварительно нагревают газовой горелкой до светло-красного свечения (850°С).
Трещины в элементах рамы засверливают по концам сверлом диаметром 3 – 5 мм, разделывают пневматическим зубилом по всей длине и заваривают электродами с качественной обмазкой. При заварке металл вблизи трещин должен быть нагрет газовой или нефтяной горелкой до температуры 300 – 400°С. После заварки с целью снятия внутренних напряжений производят нормализацию сварного шва, для чего металл медленно прогревают до температуры 600°С и еще медленнее охлаждают, защитив нагретое место асбестовой изоляцией. По окончании сварочных работ шов зачищают шлифовальной пневматической машинкой. Трещины в раме тележки можно заваривать с постановкой усиливающих накладок.
Далее заваривают трещины в основном металле рамы, для чего устанавливают границы трещин, засверливают концы трещин при помощи сверла диаметром 6 – 10 мм, вырубают трещины по всей длине и глубине с одновременной подготовкой кромок под сварку, заваривают трещины согласно Инструктивным указаниям ЦТ/251, зачищают сварной шов заподлицо пневматической или электрической машинкой с наждачным кругом. Далее приваривают предварительно заготовленную усиливающую накладку, которая должна перекрывать трещину не менее чем на 100 мм. Концы накладки должны иметь овальную форму с тем, чтобы сварной шов располагался под углом 45 – 50°. Толщина накладки должна быть не менее 10 мм. После всех операций зачищают сварные швы пневматической
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.