Рис. 12.10. Роликовые опоры для установки якорей при обмотке:
1 — ролики; 2 — козлы; 3 — поводок; 4 — передача от двигателя к ведущему шкиву; 5 — редуктор; 6 — электродвигатель; 7 — стол изолировщика
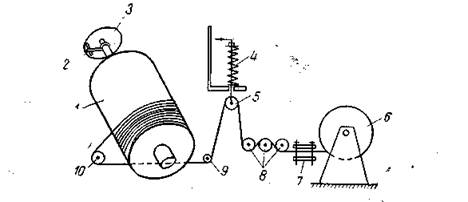
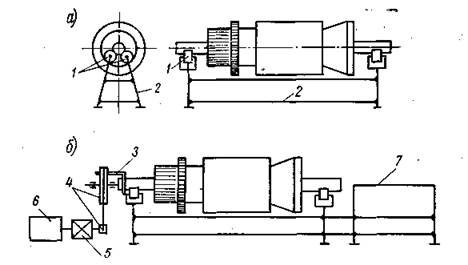
Рис. 12. 11. Принципиальная схема намотки бандажей
обеспечивающий постоянство натяжения проволоки на якоре как цри его вращении, так и при остановке. В процессе обмотки якорь бандажируют дважды. Первую (временную) бандажировку производят сразу же после укладки секций в пазы для их осадки и предупреждения разбухания во время нагрева и пропитки.
328
постоянныебандажи укладывают на якорь перед второй (окончательной) пропиткой. Бандажировку под осадку секций начинают с середины пазовой части якоря. Бандажную проволоку укладывают вразбежку с расстоянием между витками около 6—8 мм. Сначала бандажируют пазовую, а затем и лобовую части обмотки со стороны коллектора. Затем, не обрезая проволоку, возвращаются на пазовую часть, производят бандажировку второй ее половины и переходят на лобовую часть со стороны, противоположной коллектору. Под последние витки закладывают скобочку из жести для закрепления бандажа. Укладку постоянных бандажей начинают с задней лобовой части и ведут по направлению к коллектору. Проволоку укладывают виток к витку на полоски прессшпана 0,5 мм. Для крепления бандажей ставят замковые скобочки из жести. Переходы от одного бандажа к другому выполняют не обрезая проволоки. После укладки всех бандажей производят пайку скобочек, обрезают концы и переходы проволоки между бандажами, а сами бандажи смачивают канифольным флюсом и сплошь пропаивают электрическим паяльником.
Для клинового крепления обмотки применяют текстолитовые клинья толщиной 5—6 мм. Клинья в пазы забивают пневматическим молотком. Для облегчения посадки клинья предварительно натирают парафином, а под них укладывают полоски прессшпана ЭВ толщиной 0,5 мм. Клиновое крепление обмотки более надежно, но забивка клиньев представляет собой трудоемкую операцию. В последнее время появляются станки для автоматической забивки клиньев.
Обмотки в петушках коллектора паяют обычно мягкими оло-вянисто-свинцовыми припоями. Прорези в петушках коллектора представляют собой глубокие узкие щели с заложенными в них проводниками обмотки якоря. Чтобы пропаять их полностью, необходимо применять жидкотекучие припои, такие, как ПОС-40. Основным способом пайки коллектора является пайка в ванне. Одна из конструкций ванн для пайки коллекторов показана на рис. 12.12. Основные части ее: стальной сварной корпус 5 с теплоизоляционным покрытием 6, электронагревательные элементы 8Г сменное кольцо 1 для установки коллектора и устройство для регулирования уровня припоя в ванне, состоящее из поплавка 3, прикрепленного планками 4 к двум штангам 7, и электродвигателя 10, который через фрикционную передачу 11 и редукторы 9 поднимает или опускает штанги 7, а вместе с ними и поплавок 3. Процесс пайки в ванне заключается в следующем. В корпус ванны вставляется сменное кольцо 1, соответствующее диаметру коллектора. У якоря, подлежащего пайке, петушки смазывают канифольным флюсом. Рабочую часть коллектора смазывают раствором мела в воде и в местах посадки на кольцо обматывают асбестовым шнуром а. В ванну якорь опускают краном и -устанавли-вают на кольцо 1 коллектором. С помощью поплавка припой 2
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.