














Санкт-Петербургский Государственный Технологический Институт
(Технический университет)
Кафедра технологии неорганических веществ и минеральных удобрений
Факультет 5
Курс 5
Группа 9611
Отчет по практике
по производству триполифосфата на ОАО « »
Студент: Руководитель:
Санкт-Петербург 2011г.
Введение.............................................................................................................................3
1.Краткий обзор производства….......................................................................................4
2. Характеристика производимой продукции..................................................................5
3. Описание технологического процесса
3.1 Прием сырья................................................................................................................10
3.2 Первая ступень нейтрализации фосфорной кислоты..............................................11
3.2.1 Упарка разбавленных растворов...........................................................................14
3.3 Вторая ступень нейтрализации.................................................................................16
3.4 Получение триполифосфата натрия..........................................................................17
3.5 Газоочистка..................................................................................................................21
4. Характеристика исходного сырья, материалов, полупродуктов и энергоресурсов
4.1 Сода кальцинированная техническая (ГОСТ 5100; ГОСТ 10689)............................23
4.2 Уголь активный (ГОСТ 4453).....................................................................................23
4.3 Селитра аммиачная (ГОСТ 2).....................................................................................24
4.4 Природный газ............................................................................................................24
4.5 Кислота фосфорная экстракционная........................................................................24
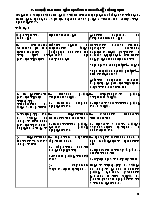
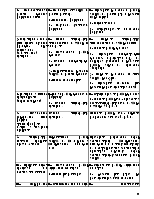
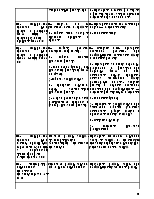
5. Нормы технологического режима.................................................................................26
6. Основные опасности производства...............................................................................31
7. Возможные неполадки в работе и способы их ликвидации........................................32
8. Охрана окружающей среды
8.1 Выбросы в атмосферу...............................................................................................37
8.2 Твердые и жидкие отходы.......................................................................................37
8.3 Сточные воды............................................................................................................38
Вывод.................................................................................................................................39
Введение
Для увеличения производительности, расширяются производства и планируется строительство новых мощных цехов производительностью 100-240 тыс.т/год готового продукта. Кроме того, необходимо совершенствовать производство на действующих предприятиях, улучшить качество получаемого продукта, переходить к выпуску гранулированного триполифосфата натрия, снижать потери и вредные выбросы в окружающую среду. Все это нужно учитывать и решать в производстве чтобы получить еще более качественный продукт.
Триполифосфат натрия нашел широкое применение во многих отраслях промышленности. Основной областью применения его является производство моющих, очищающих и отбеливающих средств. Применение триполифосфата в составе моющих и очищающих средств основано на его стабилизирующем, комплексообразующем действии, однако, наряду с этими свойствами триполифосфата используется также его специфичные коллоидные системы и поверхностно-активные вещества.
Триполифосфат натрия усиливает моющие действия поверхностно-активных веществ, особенно, в жесткой воде. Он положительно влияет на моющие и очищающие процессы, суспендирует частицы загрязнений и облегчает их удаление при стирке и флотации, ускоряет вымывание остатков моющих средств из тканей, снижает зальность и улучшает белизну неокрашенных тканей, он не оказывает раздражающего влияния на кожу рук. Но сравнению с другими фосфатами и неорганическими добавками его считают одной из наиболее ценных солей, входящих в состав синтетических моющих средств.
Добавки триполифосфата натрия снижают гигроскопичность стиральных порошков их склонность к затвердеванию или образованию комков.
Он используется для обработки воды, пищевых продуктов, целлюлозных и бумажных материалов, в текстильной и горнорудной промышленности, при бурении скважин и обработке металлов, для приготовления красок, фармацевтических и косметических препаратов.
В 1993 осуществляются выпуск двух фосфорных солей: триполифосфата натрия и тринатрийфосфата В ходе перепрофилирования в дополнение к имеющимся технологическим узлам цеха двойного суперфосфата были смонтированы фильтр-пресс для очистки фосфатных растворов от примесных компонентов, изменена схема эксплуатации реакторного узла , реконструирована система измельчения и классификации готового продукта, установлено необходимое оборудование для переработки очищенных целоков в тринатрийфосфат ( реактор-кристаллизаторы, центрифуги и др.). В основу технологии триполифосфата натрия была положена двухступенчатая схема очистки фосфатных растворов, позволяющая получать продукт с высоким содержанием триполиформы. Был реализован дигидратный процесс получения фосфорной кислоты концентрацией 22-29% P205 на основе фосфатных концентратов различных месторождений Северо–Запада России (апатитов Хибинского , Ковдорского месторождений, а также Кингисеппский фосфорит). Схема производства включала следующие основные стадии: 1) Подготовка фосфорной кислоты путем обессульфачивания и частичного обесфторивания содой с последующим отстаиванием; 2) нейтрализация очищенной кислоты содой в две ступени (на первой ступени до pH 43-5,5 в зависимости от исходного фосфатного сырья; 3) фильтрация щелоков на рамных фильтр-прессах; 4) сушка растворов в барабанно-грануляционной сушилке путем их распыления на завесу циркулирующих внутри аппарата гранул диаметром 0,5-Змм при температуре отходящих газов 150-20 С; 5) прокалка гранул при температуре отходящих газов 280-330С; 6) охлаждение и измельчение продукта
Выяснилось, что примеси магния, присутствующие в Ковдорском апатите ( 1,э2%MgO при 36-38% P205) и Кингисеппском фосфорите ( 2-3MgO при 27-29% Р205), увеличивают массу осадка в 1,5-2 раза Это происходит не только за счет роста количества твердой фазы, но и вследствие ухудшения ее фильтрующих свойств и соответственно доли остаточной жидкой фазы в кеке от 65-68% (для растворов из Хибинского апатита) 7074%. Степень очистки щелоков от примесей магния существенно меньше, чем от соединений железа, алюминия и кальция. Так массовая доля СаО в продукте составляет 0,1-0,2%CaO по сравнению с 03-0,5% MgO.
При использовании Ковдорского апатита в шлам переходит 27-33%) от общего количества фосфора, вводимого с сырьем на экстракцию (потери на стадии экстракции-6-8%), а при использовании Хибинского апатита -14-18%) ( на экстракции
-5-6%о). Потери соды с компонентами шлама соответственно составляют 30-36%) и 1420%о. . Повышение температуры на 10^ (от 68 до 78 °С) способствует увеличению производительности фильтрования на 30%.
Пробег суперкаладдированной полипропиленоюй ткани после первой ступени нейтрализации при работе на магнийсодержащем сырье составляет 7-8 суток, при использовании Хибинского апатита -10-12 суток Для восстановления работоспособности ткани наиболее эффективна кислотная промывка, осуществляемая без снятия полотен в циркуляционном режиме. Длительность регенерации определяется состоянием ткани, природой химического реагента и его температурой. Эффективную регенерацию в течении 12 часов обеспечивает экстракционная фосфорная кислота (22-27% Р205) при температуре 40-60C что позволяет увеличить производительность фильтра в 1,5 раза
Химически чистый триполифосфат натрия имеет формулу Na5P3О
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.