Модуль 1 . Лабораторная работа № 2.
«Источники питания для дуговой сварки и их принципиальные схемы»
Цель работы: Изучение источников питания, подразделяющихся по роду тока, их устройство и принципиальные схемы.
Содержание отчета:
1 .Описание сварочного генератора, его принцип работы.
2. Описание сварочного трансформатора, его принцип работы.
3.Описание сварочного выпрямителя, его принцип работы.
Источники питания током сварочной дуги
Источник питания сварочным током должен: обеспечивать легкое зажигание и устойчивое горение дуги; создавать необходимые напряжение и силу тока; обладать высокими динамическими свойствами; быть максимально простым при подключении к сети и регулировании силы тока и безопасным при эксплуатации; обладать хорошей ремонтоспособностью.
Все источники питания электрическим током подразделяются по различным признакам:
1. По роду тока; а) переменный ток - трансформаторы; ) б) постоянный ток — генераторы и выпрямители.
2. По внешней вольтамперной характеристике:
а) с падающей характеристикой (напряжение уменьшается с увеличением силы тока);
б) с жесткой характеристикой (при увеличении силы тока, напряжение остается постоянным);
в) с возрастающей характеристикой.
Источники питания с падающей характеристикой применяют при ручной и автоматической сварке под флюсом. При сварке в среде защитных газов электрошлаковой сварке используют источники питания с жесткой или возрастающей характеристикой. ]
3. По количеству одновременно подключенных постов: а) однопостовые; б) многопостовые.
4. По способу установки: а) передвижные; б) стационарные.
Генераторы. Генератором (преобразователем) называется
электрическая машина, преобразующая механическую энергию в электрическую. Принцип действия электрического генератора основан на явлении электромагнитной индукции—возникновении электродвижущей силы в проводнике при перемещении его в магнитном поле, пересекающем этот проводник. Если концы проводника, в котором возникает электродвижущая сила (ЭДС), замкнуть на какое-либо сопротивление, в цепи под действием ЭДС будет протекать ток.
По принципу работы сварочные генераторы подразделяются на три вида: с независимым возбуждением и размагничивающей последовательной обмоткой; с самовозбуждением, параллельной намагничивающей и последовательной размагничивающей обмотками; с расщепленными полюсами.
Для сварки на постоянном токе в промышленности применяют преобразователи, состоящие из генератора и электродвигателя.
Наиболее распространены преобразователи ПСО-500 и ПСГ-500. Первые имеют падающую характеристику, вторые — жесткую.
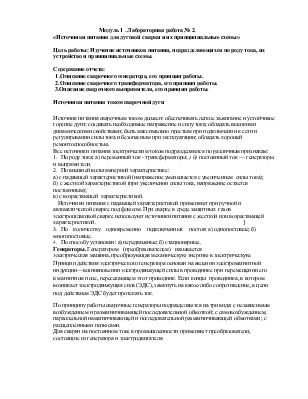
Рис. 26. Общий вид преобразователя ПСО-500.
1 — корпус; 2 — электродвигатель; 3 — вентилятор; 4 — катушки; 5 — генератор тока; 5 —коллектор; 7 — щетки токосъемника; 8-маховичок реостата; 9 — зажимы; 10 — амперметр; /( — рукоятка пакетного переключателя.
В зависимости от соединения фаз звездой или треугольником электродвигатель может работать от напряжения в сети 220 или 380 В.
Сварочный генератор преобразователя ПСО-5О0 имеет четыре главных и два дополнительных полюса. На двух главных полюсах размещены обмотки независимого возбуждения, а на других двух полюсах - последовательные размагничивающие обмотки возбуждения. Дополнительные полюса служат для уменьшения магнитного потока реакции якоря. Пускорегулировочная и контрольная аппаратура находится на корпусе преобразователя. Сварочный генератор преобразователя ПСГ-500 представляет собой четырехполюсный генератор с самовозбуждением. Для обеспечения нормальной коммутации генератор снабжен двумя дополнительными полюсами, катушки которых последовательно включены в цепь якоря. Обмотки независимого возбуждения расположены на всех четырех главных полюсах и питаются не от дополнительной щетки, а непосредственно от главных щеток
генератора. Жесткая характеристика обеспечивается специальной системой самовозбуждения — одна пара главных полюсов имеет более насыщенные сердечники, выполненные с разрезами в средней части их. Катушки возбуждения этих полюсов включены параллельно с катушками возбуждения двух других полюсов (без вырезов) и через добавочное подрегулировочное сопротивление подключены к щеткам генератора.
Общий вид преобразователя ПСО-500 показан на рнс. 26. Технические данные сварочных преобразователей приведены в табл. 1. Сварочные трансформаторы. Принцип устройства простейшего трансформатора показан на рис. 27.
Трансформатор состоит из магнитопровода, первичной обмотки 2 и вторичной 3. Если по обмотке с большим числом витков пропускать переменный ток, он будет намагничивать магнитопровод, создавая в нем переменный магнитный поток Ф, который воздействует на витки, вследствие чего в ней появляется индуктированный переменный ток. Вторичное напряжение зависит от число мотков.
|
Технические данные сварочных преобразователей Таблица 1 |
||||||||
|
Марка преобразователя |
Сила тока, А |
Продолжительность работы, % |
Пределы регулирования силы тока, А |
Вторичное напряжение |
Пределы регулирования напряжения |
Коэффициент полезного действия |
Мощность приводного двигателя, кВт |
Масса, кг |
|
ПСО-500' |
500 |
65 . |
140-500 |
40 |
26-40 |
0,54 |
28 |
780 |
|
ПСГ-500 |
500 |
65 |
50-500 |
35 |
15-40 |
0,65 |
28 |
500 |
Рис. 27. Принцип устройства
простейшего трансформатора
(две обмотки насажены на замкнутый мапштопровод).
По схеме а в первую половину периода ток проводят вентили 1 и 3, во вторую — 2 и 4.
По схеме б каждую шестую часть периода работает поочередно пара вентилей, например, 1—5, 2—4, 3—6 и т. д. В этом случае кривая UBвыпрямленного тока становится близкой к прямой линии.
В отечественной промышленности выпускаются выпрямители для сварки нескольких типов, которые отличаются по внешним характеристикам, по мощности, видам регулировки и конструктивным особенностям.
Выпрямители типа ВС, разработанные ВНИИЭСО, Институтом электросварки им. Е. О.Патона и другими, имеют жесткие пологопадающие характеристики.
Наиболее распространенный выпрямитель ВС-300 состоит из следующих узлов:
1) трехфазного понижающего трансформатора с секционными первичными отметками, которые соединяются звездой или треугольником (в зависимости от применяемого напряжения). Вторичные обмотки соединяются только треугольником;
2) выпрямительного блока из селеновых вентилей, собранных по схеме Ларионова;
3) двух универсальных переключателей, установленных для переключения витков первичной обмотки трансформатора: П1 для грубой регулировки напряжения (3 ступени) и П2 для точной регулировки (8 ступеней). Пользоваться переключателем П1 можно только при отклонении нагрузки;
4) дросселя, включенного в цепь выпрямленного тока, для получения необходимой скорости нарастания тока короткого замыкания и сглаживания пульсаций;
5) двигателя вентилятора с рубильником и магнитным пускателем;
6) воздушного реле.
Регулировка напряжения от 20 до 40 В осуществляется переключением числа витков первичной обмотки трансформатора.
Многопостовый сварочный выпрямитель ВКСМ-1000 предназначен для выпрямления трехфазного переменного тока частотой 50 Гц, в постоянный ток и служит для одновременного питания постоянным током до шести постов при силе тока 300 А на каждом.
Выпрямитель имеет жесткую внешнюю характеристику. Получение падающей внешней характеристики и регулирование силы сварочного тока на каждом отдельном посту осуществляется балластными реостатами. Выпрямитель ВКСМ-ЮОО — стационарный в однокорпусном исполнении. Он состоит из силового понижающего трансформатора, выпрямительного кремниевого блока с вентилятором, пускорегулирующей и защитной
аппаратуры. Трансформатор выпрямителя — трехфазный стержневого типа.
Сварочный выпрямитель ВД-301 предназначен для одно-постовой ручной сварки постоянным током. Каждый выпрямитель изготовляется только на одно напряжение сети — 220 и 380 В.
Падающая внешняя характеристика, необходимая для стабильного горения дуги, обеспечивается трехфазным понижающим трансформатором, выполненным с повышенной индуктивностью рассеяния, создаваемой расположением первичных и вторичных обмоток вдоль стержней сердечника на некотором расстоянии друг от друга.
Выпрямительный блок собран из кремниевых вентилей по трехфазной мостовой схеме.
Технические характеристики сварочных выпрямителей даны в табл. 3. Общий вид выпрямителя ВДМ-1001 показан на рис. 31.
Для выполнения сварочных работ на отдельных постах от многопостовых источников питания используют балластные реостаты. Общий вид и электрическая схема одного из балластных реостатов приведены на рис. 32.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.