2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований, предъявленных к детали.
Рекомендации по их обеспечению и контролю
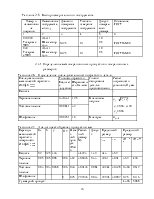
Таблица 2.1 – Анализ технических требований на изготовление детали, рекомендации по их обеспечению и контролю
|
Номер конструктивного элемента |
Размеры и требования к их диаметральной и линейной точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
2,9 |
Ø30js6 |
0,8 |
− |
Точение черновое, чистовое, шлифование |
Скоба |
|
3 |
Ø38 |
3,2 |
-- |
Точение черновое, получистовое |
Штанген-циркуль |
|
4 |
Ø38g6 |
1,6 |
|
Точение черновое, чистовое, шлифование после обработки шлицев |
Скоба |
|
5 |
Д-8*32*38gs6*6f8 |
6,3 |
|
Шлицефрезерование, после обработки шлицев шлифование |
Шлицевое кольцо, шаблон |
|
6 |
1,6x45 |
6,3 |
− |
Точение черновое |
Визуально |
|
8,15 |
1x45 |
6,3 |
− |
Точение черновое |
Визуально |
|
10 |
Ø36 |
6,3 |
− |
Точение черновое |
Штанген-циркуль |
|
11 |
Ø 8,7 |
6,3 |
− |
Сверление |
Штанген-циркуль |
|
12 |
М10-7Н |
6,3 |
− |
Нарезание резьбы |
Пробка резьбовая |
|
13,17 |
Ø29,5 |
6,3 |
− |
Точение черновое |
Штанген-циркуль |
|
14 |
Ø11 |
6,3 |
- |
Рассверливание |
Штанген-циркуль |
|
16 |
Ø 15,6 |
1,6 |
- |
Цекование |
Штанген-циркуль |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Базовая
заготовка “Вал” 086.0200.138- прокат круглого сечения. В проектном варианте
предлагаю получать штучную заготовку. Вал изготовляется на прессах из стали 45
ГОСТ 1050-88 путем штамповки. Штамповка происходит следующим образом: вал
полученный прокатом подается в нагревательную печь, где нагревается до
температуры t=550![]() 50
50![]() , затем происходит отрезка на
пресс ножницах заготовки требуемой длины, затем заготовка снова нагревается в
печи толкательной 617-3500-6066 и подается на пресс, где с усилием 20кН
происходит предание заготовке требуемой конфигурации и формы. После штамповки
происходит обрезка и зачистка заусенцев, делается нормализационный отжиг и
дробеметная очистка. После очистки и контроля поковку направляют в механический
цех для обработки. Применение штамповки в мелкосерийном производстве достаточно
выгодно, так как происходит экономия материала, а затраты на изготовление
штамповки компенсируется экономией электроэнергии при снятии меньшего припуска
при обработке, а также снижением времени на обработку детали.
, затем происходит отрезка на
пресс ножницах заготовки требуемой длины, затем заготовка снова нагревается в
печи толкательной 617-3500-6066 и подается на пресс, где с усилием 20кН
происходит предание заготовке требуемой конфигурации и формы. После штамповки
происходит обрезка и зачистка заусенцев, делается нормализационный отжиг и
дробеметная очистка. После очистки и контроля поковку направляют в механический
цех для обработки. Применение штамповки в мелкосерийном производстве достаточно
выгодно, так как происходит экономия материала, а затраты на изготовление
штамповки компенсируется экономией электроэнергии при снятии меньшего припуска
при обработке, а также снижением времени на обработку детали.
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала
Материал – Сталь 45
Масса поковки
![]()
![]()
![]()
![]()
Класс точности поковки, выполненной на кривошипном горячештамповочном прессе. Закрытая штамповка Т3
Группа стали М2
Степень сложности 

Выбираем С1
Разъём штампа П – плоский
Исходный индекс – 10
Таблица 2.1 - Назначение допусков и припусков на поковку
|
Номи-нальный размер детали, мм |
Шероховатость обрабаты-ваемой поверх-ности детали, Ra, мм |
Допуск на заготовку с указанием предель-ных отклонений, мм |
Основной припуск, мм |
Дополнительные припуски, мм |
Расчётный при-пуск, мм |
||
|
Смеще-ние по поверх-ности разъёма штампов |
Изогну-тость и другие отклонения формы |
Отклоне-ние меж-осевого расстоя-ния |
|||||
|
|
6.3 |
|
1,7 |
0.3 |
- |
- |
2,0 |
|
Ø38 |
3.2 |
|
1,4 |
0.3 |
0.6 |
- |
1,7 |
|
Ø |
0,8 |
|
1,5 |
0.3 |
0.6 |
- |
1,8 |
|
|
1.6 |
|
1,8 |
0.3 |
- |
- |
2,1 |
Таблица 2.2 – Расчет размеров заготовки
|
Размер выдерживаемый при обработке заданной поверхности детали, мм |
Допуск на размер детали, мм |
Шерахова-тость обработанной поверхности, Ra, мкм |
Допуск на размер заготовки, мм |
Расчетный припуск, Z, мм |
Размер заготовки (расчет) с допуском (d или Д), мм |
Исполни-тельный размер заготовки, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Ø |
0,8 |
|
1,8 |
30+1,8*2=33,6 |
33,6 |
|
|
Ø38 |
3,2 |
|
1,7 |
38+1,7*2=41,4 |
41,4 |
|
|
|
1,6 |
|
2,1 |
338+2,1*2=342,2 |
342,2 |
|
|
|
6,3 |
|
2,0 |
430+2*2=434 |
434 |
|
|
23 |
6,3 |
|
23+2-2,1=22,9 |
22,9 |
Расчет массы спроектированной заготовки:
mз=mд+mотх.мех.обр., (2.1)
где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя металла, кг.
mотх.мех.обр =Vотх.*ρ, кг (2.2)
где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρCталь45=7,8∙10-6 кг/мм2.
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Определение объема удаленных фигур:
 , (2.3)
, (2.3)
где Д – диаметр заготовки, мм;
l – длина заготовки, мм.
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
![]() мм3
мм3
Vобщ= V1+V2+V3+V4+V5+V6 +V7 +V8 +V9 (2.4)
Vобщ=![]() +
+![]() +
+![]() +
+![]() +
+![]() +
+![]() =292649,5 мм3
=292649,5 мм3
mотх.мех.обр =292649,5 *7,8*10![]() =2,28
кг
=2,28
кг
mз=3,728+2,28=5,56 кг
Коэффициент использования заготовки:
 (2.5)
(2.5)
где mЗ – масса рассчитанной заготовки, кг;
Пересчитанный коэффициент использования материала:
 ,
(2.6)
,
(2.6)
где Нрасх – пересчитанная норма расхода материала, кг (см. п.1.3, формула 1.5):
Нрасх=5,56+0,1*5,56=6,1кг
Коэффициент использования материала в базовом ТП больше чем в проектном варианте, поэтому в дальнейших расчётах принята заготовка: прокат круглого сечения.
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление последовательности обработки для проектируемого техпроцесса
015 Токарно-револьверная с ЧПУ (станок модели 1В340ВФ10)
1.Подрезать торец 1
2.Сверлить центровочное отверстие
3.Сверлить отверстие 11
4.Рассерлить отверстие 14
5. Зенковать конусную поверхность 16
6.Точить фаску 6
020 Токарно-револьверная с ЧПУ (станок модели 1В340ВФ10)
1.Подрезать торец 7
2.Точить поверхность 9 с фаской 8
3.Точить канавку 17
4.Сверлить центровочное отверстие
030Токарна с ЧПУ (станок модели 16К20Т1)
1.Точить поверхность 2 с фоской 15
2. Точить канавку 13
035Токарна с ЧПУ (станок модели 16К20Т1)
1.Точить поверхности 3,6
2.Точить канавку 10
037Вертикально-сверлильная (станок модели 2Н135)
1.Нарезать резьбу 12
040Шлицефрезерная (станок модели 5Б352ПФ2)
1.Фрезеровать шлицы 4
055 Токарно-винторезная (станок модели 16К20 )
1.Притереть фаску с двух сторон с переустановкой
060Круглошлифовальная (станок модели 3М152МВФ2)
1.Шлифовать поверхность 2 с подшлифовкой торца
065Круглошлифовальная (станок модели 3М152МВФ2)
1.Шлифовать поверхность 9 с подшлифовкой торца
070Круглошлифовальная (станок модели 3М152МВФ2)
1. Шлифовать поверхность 4
075Шлицешлифовальная (станок модели 3451Б)
1.Шлифовать шлицы 5
2.3.2 Выбор и обоснование технологических баз
В качестве чистовых технологических баз следует принимать те элементы детали, которые являются базами конструкторскими и измерительными, что уменьшает погрешность базирования, т.к. выполняется принцип совмещения баз.
Черновой базой на первых операциях является необработанная цилиндрическая поверхность Ø40 и торец 7. На последующих операциях деталь базируется по центровым гнездам, двойная направляющая база, с упором в торец, при этом образуется опорная база. Все эти схемы базирования обеспечивают в качестве технологической базы ось детали, что позволяет выдерживать оба принципа базирования: совмещения и постоянства баз.
2.3.3 Выбор оборудования и технологической оснастки
Таблица 2.4 – Выбор оборудования.
|
Номер опера-ции |
Код и модель станка |
Наименование станка |
Стоимость станка, млн.руб. |
Паспортные данные |
||||
|
Габаритные размеры, мм |
Характе-ристика привода |
Мощ-ность, кВт |
Ряд частот. мин-1 |
Ряд подач, мм/об |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
010 020 |
381131 1П426РФ3 |
Токарно-револьверный с ЧПУ |
30462756 |
3550х 2400х 1700 |
Элекричс. |
7,5 |
50-1250 |
0,05-1,6 |
|
030 |
381630 16К20Ф3 |
Токарный с ЧПУ |
23462756 |
4930х 2310х 3050 |
Элекричс. |
11 |
10-2000 |
3-1200 1.5-600 |
|
040 |
2Н135 |
Вертикально-сверлильный |
4371890 |
915x 785x 2535 |
Элекричс. |
2,2 |
31-1400 |
0,1-1,6 |
|
080 |
16К20 |
Токарно-винторезный |
90668287 |
4650х 5460х 1665 |
Элекричс. |
11 |
10-2000 |
0,01-2,8 0,005-1,4 |
|
050 |
5Б352 |
Шлицефрезерный |
122443072 |
2000х 1810х 2450 |
элекричс. |
3.1 |
40-405 |
0,75-7,5 |
|
090 100 110 |
3М152МВФ2 |
Круглошлифовальный |
51772562 |
4970x 2330x 2180 |
элекричс. |
5 |
50-500 |
1-15 |
|
120 |
3451Б |
Шлицефрезерный |
32935343 |
2820x 1510x 1900 |
элекричс. |
3 |
2880, 4550, 6300 |
0,055-0,05 |
Таблица 2.5 – Выбор установочно-зажимных приспособлений
|
Номер и наименование операции |
Приспособление |
||||
|
Код |
Наименование |
Тип привода |
Техническая характеристика |
ГОСТ |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010,020 Токарнаяс ЧПУ |
396111 |
Патрон самоцентрирующий |
ручной |
Зажим ключом |
ГОСТ 1654-86 |
|
030 Токарная с ЧПУ |
396111 |
Патрон самоцентрирующий |
ручной |
Зажим ключом |
ГОСТ 1654-86 |
Таблица 2.6 - Выбор режущего инструмента
|
Номер и наименование операции |
Наименование режущего инструмента, его код |
Материал режущей части |
Техниче-ская характеристика |
Обозначение, ГОСТ |
Приме-няемая СОТС |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010,020 Токарная с ЧПУ |
392133 Резец проходной |
Т15К6 |
20х25 |
ГОСТ 18878-73 |
Эмульсия |
|
Т15К6 |
20х25 |
ГОСТ 18893-73 |
Эмульсия |
||
|
030 Токарная с ЧПУ |
392133 Резец проходной |
Т15К6 |
20х25 |
ГОСТ 18878-73 |
Эмульсия |
Таблица 2.7 - Выбор вспомогательного инструмента
|
Номер и наимено-вание операции |
Наименование вспомо-гательно-го инструмента, его код |
Установка |
Обозначение, ГОСТ |
|||
|
вспомогательного инструмента на станке |
режущего инструмента на вспомогательном |
|||||
|
Способ |
Размеры посадочного элемента |
Способ |
Размеры посадочного элемента |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
010,020 Токарная с ЧПУ |
392800 Резцедержатель |
В гнездо 1 РВ |
По величине гнезда РГ |
Механическое крепление |
По державке гнезда; 25х25 16х16 |
- |
|
030,040 Токарная с ЧПУ |
392800 Резцедержатель |
В гнездо 1 РВ |
По величине гнезда РГ |
Механическое крепление |
По державке гнезда; 25х25 16х16 |
- |
|
Номер и наименование операции |
Наименовние инструмента, его код |
Диапазон измерения инструмента |
Точность измерения инструмента |
Допуск измеряе-мого размера |
Обзначение, ГОСТ |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010,020 Токарная с ЧПУ |
393311 Штангенциркуль |
0-125 |
0,1 |
1,0 0,5 |
ГОСТ 166-80 |
|
030 Токарная с ЧПУ |
393311 Штангенциркуль |
0-125 |
0,1 |
1,0 0,5 |
ГОСТ 166-80 |
Таблица 2.8 - Выбор измерительного инструмента.
2.4.1 Определение межоперационных припусков и операционных
размеров
Таблица 2.6 – Определение последовательности обработки детали.
|
Последовательность
механической обработки Ø30js6 |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки,Eу мм |
|
|
Квалитет с допуском |
Шераховато-сть, Rа, мкм |
|||
|
Паковка |
- |
- |
||
|
Черновое точение |
13(0,33) |
12,5 |
В цанговом патроне |
|
|
Чистовое точение |
9(0,084) |
3,2 |
||
|
Шлифование |
7(0,025) |
1,6 |
В центрах |
Eу=0 |
Таблица 2.7 – Аналитический расчет припусков, мм
|
Переходы механической обработки поверхности Ø30js6 |
Rz |
h |
ρ |
EУ |
Расчет-ный припуск 2Zmin |
Расчет-ный размер Dp |
Допуск |
Предельный размер |
Предельный размер |
||
|
d |
dmax |
2Zminпр |
2Zmaxпр |
||||||||
|
Паковка |
0.2 |
0.25 |
1,36 |
— |
— |
34,223 |
1,39 |
34,3 |
35,9 |
— |
— |
|
Черновое точение |
0.05 |
0.05 |
0,08 |
0.06 |
3,62 |
30,6035 |
0,33 |
30,61 |
30,94 |
3,69 |
4,96 |
|
Чистовое точение |
0.03 |
0.03 |
0,068 |
0,06 |
0,36 |
30,2435 |
0.084 |
30,244 |
30.328 |
0,366 |
0,612 |
|
Шлифование |
- |
- |
- |
0 |
0,25 |
29,9935 |
0.013 |
29,994 |
30,007 |
0,25 |
0,116 |
|
Суммарный припуск: |
4,306 |
5,688 |
|||||||||
![]() (2.8)
(2.8)
ρсм=0.8 мм
ρкор=1.1мм
![]() мм
мм
ρчерн=1,36∙0,06=0,08 мм
ρчист=1,36∙0,05=0,068 мм
 (2.9)
(2.9)
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
2Zomax-2Zomin=TДз-ТДД
5,688-4,306=1,39-0,013
1,382=1,382
2Z0ном=Z0min+Bз-Вд
Дзном=30+3,1=33,1мм
Таблица 2.8 – Табличный расчет припусков.
|
Переходы механической обработки поверхности
Ø30js6 |
Точность обработки |
Припуск табличный, Z, мм |
Расчёт размеров заготовки d или D, мм |
||
|
квалитет |
Допуск, мм |
Шероховатость, Rа, мкм |
|||
|
Шлифование |
Js6 |
3 |
0.8 |
0.6 |
30.6 |
|
Получистовое точение |
h10 |
0,1 |
6,3 |
1,5 |
33.6 |
|
Черновое точение |
h14 |
0,47 |
12,5 |
2,5 |
36.1 |
|
Паковка |
— |
2 |
100 |
— |
36.1+2.5=38.6 |
Размер заготовки: Ø38![]()
2.4.2 Определение режимов резания на проектируемые операции (переходы). Сводная таблица режимов резания
Аналитический расчет режимов резания.
Операция 020 −Токарно-револьверная с ЧПУ
Точить поверхность 9 с фаской 8
I Выбор режущего инструмента
Для обработки принят проходной упорный резец, оснащенный пластинами из быстрорежущей стали сплава Т15К6 по ГОСТ 24359-80.
![]() ,
, ![]() ,
, ![]()
II Расчет режимов резания
1 Глубина резания t, мм
t=1,8 мм
2 Подача Sо, мм/зуб
Рекомендуемая: Sо= 0,5 мм/об
3 Стойкость Т, мин.
Т=60 мин
4 Скорость резания Vрез, м/мин
 ,
м/мин (2.10)
,
м/мин (2.10)
где Сν=350 m=0,2;
х=0,15; y=0,35;
Кν=Кмν∙Кпν∙Кuν, (2.11)
 (2.12)
(2.12)
где n=0,9;
К![]() =1,2
=1,2
![]()
Кмν=1,25
Кnν=1,2
Кuν=1,2
 ,
м/мин
,
м/мин
5 Частота вращения n, мин-1
 ,
мин (2.13)
,
мин (2.13)
 мин-1
мин-1
Корректировка по паспорту станка: n=2500мин-1
6 Действительная скорость резания Vд, м/мин
 ,
м/мин (2.14)
,
м/мин (2.14)
 м/мин
м/мин
7 Проверочный расчёт:
По мощность резания:
 (2.19)
(2.19)
 кВт
кВт
Nрез≤1,2Nдв∙η (2.20)
Nдв=7,2 кВТ
η=0,8
5,5≤1,2∙7,2∙0,8
5,5≤6,9 кВт
Обработка возможна
III Машинное время
 ,
мин
,
мин
Lр.х.=lрез+y+Δ (2.21)
y=1,8![]() ctg60=1,02 мм
ctg60=1,02 мм
Δ=3 мм
Lр.х.=21+1,02+3=25,02 мм
(2.22)
 мин
мин
Табличный расчёт режимов резания
Операция 010 − Сверлильная
Сверлить отверстий 11 Ø 8,7 мм
I Выбор режущего инструмента
Для обработки принято спиральное сверло из быстрорежущей стали Р6М5 Ø 8,7 мм.
II Расчёт режимов резания:
1 Глубина резания, t, мм
t = D/2 = 8,7/2 = 4,35 мм
2 Подача
Рекомендуемая Sо = (0,12 ÷0,20) мм/об
Принимаемая Sо = 0,12 мм/об
3 Стойкость Т, мин
Т = 40 мин-1
4Скорось резания Vрез,м/мин
Vрез = Vтабл× К 1× К 2 ×К3, м/мин
где К 1= 0,8; К 2 =1 ; К 3= 1;
Vтабл=28,8 м/мин
V рез= 28,8 ×0,8×1×1=23,04 м/мин
5 Частота вращения n, мин-1
n= ,
мин-1 (2.23)
,
мин-1 (2.23)
n= =
843 мин-1
=
843 мин-1
6 Действительная скорость резания Vд, м/мин
Vд= ,
м/мин (2.24)
,
м/мин (2.24)
Vд= =23,02
м/мин
=23,02
м/мин
7 Проверочный расчёт по мощности резания
Nрез≤1,2 × Nд×η (2.25)
N рез≤1,2 ×30 ×0,8
0,9≤28,8
Обработка возможна
III Расчёт машинного времени, Тм, мин
Тм =  ,
мин (2.26)
,
мин (2.26)
Lр.х.=lрез+∆+y, мм (2.27)
∆=(1÷3) мм
Принимаемое значение ∆=2 мм
y=4,35![]() ctg118=7,25
мм (2.28)
ctg118=7,25
мм (2.28)
lрез=40 мм
Тм =  =
0,48 мин
=
0,48 мин
Таблица 2.9 – Сводная таблица режимов резания.
|
Номер операции и модель станка |
Номер позиции, перехода |
Наименование установа, суппорта, перехода |
D или В, мм |
t, мм |
lРЕЗ, мм |
LРХ, мм |
i |
Подача |
n, мин-1 |
v, м мин |
ТО, мин |
ТМВ, мин |
|||||||||||||
|
SО, мм об |
SМ, мм мин |
||||||||||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
||||||||||||
|
010 1П426Ф3 |
1 |
Точить торец 1 и поверхность 2 |
432 |
2,1 |
20 |
24 |
2 |
0,35 |
157 |
450 |
100 |
0,45 |
|||||||||||||
|
2 |
Сверлить центровочное отв. |
4 |
2 |
7 |
10 |
1 |
0,1 |
159 |
1590 |
20 |
0,11 |
||||||||||||||
|
3 |
Сверлить отв. 11 |
8,7 |
4,35 |
40 |
49,25 |
1 |
0,12 |
101 |
843 |
23 |
0,48 |
||||||||||||||
|
4 |
Рассверлить отв. 14 |
11 |
1,15 |
9 |
11 |
1 |
0,1 |
59,7 |
752 |
20 |
0,18 |
||||||||||||||
|
5 |
Цековать конусную пов. 16 |
15,6 |
2,3 |
3,9 |
3,9 |
1 |
0,4 |
204 |
510 |
25 |
0,019 |
||||||||||||||
|
6 |
Точить поверхность 2 и 15 |
30,6 |
0,5 |
23 |
25 |
1 |
0,35 |
200 |
800 |
100 |
0,125 |
||||||||||||||
|
7 |
Точить канавку 13 |
29,5 |
3 |
0,25 |
20,5 |
1 |
0,1 |
267 |
600 |
60 |
0,07 |
||||||||||||||
|
1,48 |
|||||||||||||||||||||||||
|
020 1П426Ф3 |
1 |
Точить торец 7 и поверхность 9 |
432 |
2,1 |
20 |
24 |
2 |
0,35 |
157 |
450 |
100 |
0,45 |
|||||||||||||
|
2 |
Точить поверхность 9 и 8 |
30,6 |
0,5 |
23 |
25 |
1 |
0,35 |
200 |
800 |
100 |
0,125 |
||||||||||||||
|
3 |
Точить канавку 17 |
29,5 |
3 |
0,25 |
20,5 |
1 |
0,1 |
267 |
600 |
60 |
0,07 |
||||||||||||||
|
4 |
Сверлить центровочное отверстие |
4 |
2 |
7 |
10 |
1 |
0,1 |
159 |
1590 |
20 |
0,11 |
||||||||||||||
|
1.24 |
|||||||||||||||||||||||||
|
030 Токарная с ЧПУ 16К20Ф3 |
1 |
Точить поверхности 3,6 |
39 |
0,5 |
388 |
393 |
1 |
0,5 |
225 |
450 |
100 |
1,7 |
|||||||||||||
|
38,6 |
0,2 |
388 |
393 |
1 |
0,35 |
157 |
600 |
100 |
2,5 |
||||||||||||||||
|
2 |
Точить канавку 10 |
36 |
1,9 |
1 |
3 |
1 |
0,5 |
267 |
619 |
70 |
0,01 |
||||||||||||||
|
0.34 |
|||||||||||||||||||||||||
|
040 2Н135 |
2 |
Нарезать резьбу 12 |
М12-7H |
34 |
37 |
1 |
1,5 |
292,5 |
200 |
6,1 |
0,12 |
||||||||||||||
|
050 5Б352 |
1 |
Фрезеровать шлицы 4 |
6 |
4,3 |
350 |
400 |
1 |
0,5 |
129 |
258 |
65 |
3,1 |
|||||||||||||
|
080 16К20 |
1 |
Притереть фаску с двух сторон с переустановкой |
-- |
||||||||||||||||||||||
|
090 3М152МВФ2 |
1 |
Шлифовать поверхность 2 с подшлифовкой торца |
30js6 |
0,25 |
23 |
26 |
1 |
0,002 |
0,24 |
120 |
25 |
1,04 |
0.02+ 0.02 |
||||||||||||
|
0.04 |
|||||||||||||||||||||||||
|
100 3М152МВФ2 |
1 |
Шлифовать поверхность 9 с подшлифовкой торца |
30js6 |
0,25 |
23 |
26 |
1 |
0,002 |
0,24 |
120 |
25 |
1,04 |
0.02+ 0.02 |
||||||||||||
|
0.04 |
|||||||||||||||||||||||||
|
110 3М152МВФ2 |
1 |
Шлифовать поверхность 4 |
38g6 |
0,3 |
376 |
380 |
1 |
0,5 |
150 |
300 |
25 |
2,5 |
0.02+ 0.02 |
||||||||||||
|
0.04 |
|||||||||||||||||||||||||
|
120 3451Б |
1 |
Шлифовать шлицы 5 |
6f8 |
0,3 |
350 |
360 |
1 |
0,5 |
15 |
500 |
30 |
8,4 |
|||||||||||||
2.4.3 Нормирование проектируемой операции. Сводная таблица норм время
050 −Вертикально-сверлильная
(Станок модели 2Н135)
1. Туст =0,35- карта 16
2.Время на переходы (карта 18 лист 1-2) :
tп=0,23 мин
3. tизм=0,3 – карта 86 лист 7
4. Рассчитать вспомогательное время на операцию
Тв = tус+ tп+ tизм=0,3+0,23+0,35=1,18 мин
5. Рассчитать оперативное время на операцию
Топ= То+Тв=0,12+1,18=1,3 мин
6. αобс=3,5 – карта 28
7. αотл =4 - карта 88
8. Определяем Тшт=1.3*(1+(3,5+4/100))=1.29 мин
9. Определяем Тзп= 10 мин
10. Определяем Тшт-к=1.29+10/50=1,49 мин
|
Номер операции и модель станка |
То |
Тв |
Тца |
Топ |
α, % |
α, % |
Тшт |
Тп-з |
nд |
Тшт-к |
|||
|
tус |
tп (Тмв) |
tуп |
tизм |
||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
010 1П246РФ3 |
1,5 |
0.19 |
1,48 |
0,07 |
(0,42) |
2,98 |
5,14 |
3,5 |
4 |
5,21 |
49 |
50 |
6,19 |
|
020 1П246РФ3 |
0,75 |
0.19 |
1,24 |
0,07 |
(0,3) |
2 |
3,8 |
3,5 |
4 |
3,88 |
49 |
50 |
4,86 |
|
030 16К20Ф3 |
4,21 |
0.19 |
0.34 |
0,07 |
(0,22) |
4,55 |
5,37 |
3 |
4 |
5,74 |
25 |
50 |
6,24 |
|
040 2Н135 |
0,12 |
0,35 |
0,23 |
-- |
0,3 |
-- |
1,2 |
3,5 |
4 |
1,29 |
10 |
50 |
1,49 |
|
050 5Б352 |
3,1 |
0,34 |
1,6 |
-- |
0,25 |
-- |
5,29 |
4 |
3,5 |
5,69 |
18 |
50 |
6,05 |
|
080 16К20 |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
|
090 3М152МВФ2 |
1,04 |
0,33 |
0.04 |
0,86 |
(0,12) |
1,08 |
2.27 |
8 |
4 |
2.54 |
25,15 |
50 |
3 |
|
100 3М152МВФ2 |
1,04 |
0,33 |
0.04 |
0,86 |
(0,12) |
1,08 |
2,27 |
8 |
4 |
2.54 |
25,15 |
50 |
3 |
|
110 3М152МВФ2 |
2,5 |
0,33 |
0.04 |
0,86 |
(0,2) |
2,54 |
3.73 |
8 |
4 |
3.5 |
25,15 |
50 |
4 |
|
120 3451Б |
8,4 |
0,33 |
0,7 |
-- |
0,25 |
-- |
9,68 |
3,5 |
4 |
10,4 |
29 |
50 |
10,9 |
Таблица 2.10 − Сводная таблица норм времени
2.4.4 Разработка управляющей программы (УП) обработки детали
Операция 020: Токарная с ЧПУ
Исходные данные:
Станок - токарный с ЧПУ модели 1П426Рф3;
УЧПУ – 2Р22;
Деталь типа «вал»;
Материал – Сталь 45 ГОСТ 1050-88;
Заготовка – прокат Ø40x434 мм.
Тип производства – мелкосерийный.
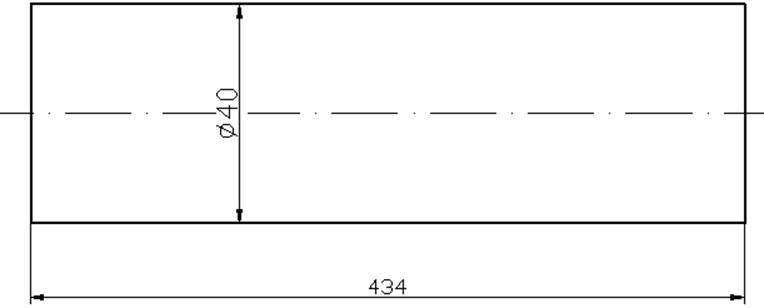
Рисунок 2.2- Эскиз заготовки.
Рисунок 2.3- Эскиз детали.
Таблица 2.11- Последовательность обработки детали
|
№ перехода |
Содержание перехода |
Режущий инструмент |
Режимы резания |
|
1 |
2 |
3 |
4 |
|
1 |
Точить торец 1 и поверхность 2, выдерживая размер Ø31,6 |
Токарный проходной резец, оснащенный пластиной из твердого сплава Т15К6 |
S=0.35 мм/об n=450 мин-1 |
|
2 |
Точить поверхности 2 и 3 |
Токарный проходной резец, оснащенный пластиной из твердого сплава Т15К |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.