Схема 3.9
Краткое описание принципа действия.
Радиальное перемещение ползушки осуществляется от копира посредством следящей электросистемы следующим образом: Колонна со столом и шпиндельной бабкой перемещается по станине вдоль оси вращения борштанги. При движении стола с датчиком 4 линейное перемещение щупа-рейки 1 скользящего по копиру преобразуется через зубчатую передачу во вращательное движение сельсин-датчика 2, который электрически соединен с сельсином приемником 3 – связанным кинематически с приводом подачи 5 шпинделя 6. Вращением электродвигателя 5 управляет сельсин-датчик 2, через усилители при этом с ними синхронно вращается сельсин-приемник.
При обработке поперечных канавок резец получает радиальное перемещение от электродвигателя 5 при отключенной следящей системе. Для точной радиальной подачи имеется дополнительный сельсин-датчик 7 связанный также с датчиком-приемником.
Комбинированные борштанги для тонкой расточки и подрезки торцев применяемых на отделочно-расточных станках полуавтоматах. [13]
Схема 3.10
Краткое описание принципа действия.
Одесское специальное конструкторское бюро (СКБАРС) по проектированию отделочно-расточных станков, накопила большой опыт по оснащению станков инструментальной оснасткой для комбинированной обработки отверстий торцев и канавок. Обработка операций осуществляется последовательно.
Радиальная подача ползушки производится системой косозубых реек 1, от гидравлического цилиндра и штока 2, смонтированного на хвостовике шпинделя головки. Механизм радиального перемещения резцов автоматически включается после окончания расточки и остановки стола на жестком упоре.
Точность конечного положения ползушки обеспечивается настройкой жесткого упора 3.
Разработаны борштанги с двумя радиальными ползушками (см. схему), с одной ползушкой и с двумя ползушками расположенных по оси, перемещаемых от одной рейки.
Плансуппортная инструментальная головка
Схема 3.11
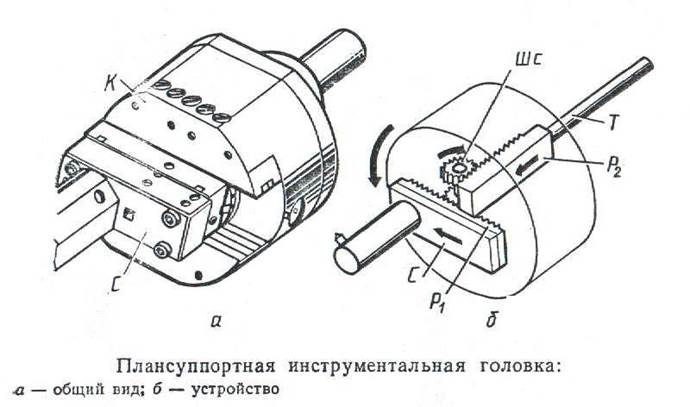
Для растачивания точных отверстий в автоматическом режиме разработаны плансуппортные инструментальные головки с программным управлением, при помощи которых размерно настраивают вершины резца непосредственно на станке.
Головки с радиальной подачей для автоматической смены на ГПМ.
Схема 3.12
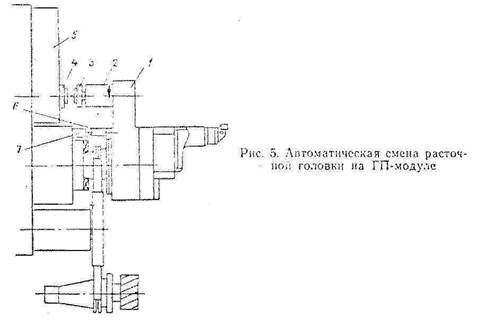
Краткое описание принципа действия.
Фирмой D’Andrea (Италия) разработаны головки с радиальной подачей для автоматической смены на ГПМ. Корпус 1 снабжен кронштейном 2, на котором расположена кинематическая связь червяка с полумуфтой 3; ответная полумуфта 4 соединена со следящим приводом 5, установленным на шпиндельной бабке. На корпусе выполнен палец 6, а на шпиндельной бабке расположен соответствующий ему ловитель 7. При установке головки в шпиндель корпус фиксируется относительно шпиндельной бабки пальцем 6 и ловителем 7, одновременно полумуфты 3 и 4 стыкуют следящий привод 5 с кинематической цепью радиальной подачи вершины резца.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.