Позиционирование шпинделя на 0° (в каждой программе при первом выборе шпинделя как оси вращения (ось C), настройка которого обязательна!)
Остановка ввода данных: предотвращает дальнейшее считывание сообщений ЧПУ, пока не будет закончена функция, заданная до этой команды.
Торцевые фрезерные работы на шпинделе изделия ВКЛ (TRANSMIT ON)
Цилиндрическая интерполяция на шпинделе изделия ВКЛ (TRACYL ON) dm = диаметр цилиндра перед разверткой боковой поверхности)
Цилиндрическая интерполяция ВЫКЛ (TRACYL OFF), торцевые фрезерные работы ВЫКЛ (TRANSMIT OFF)
Определение масштабирования шпинделя с указаним следящего шпинделя, ходового шпинделя, направления вращения (+/-) с передаточным числом: COUPDEF(S3,S1,-2,1,"IPO","DV); (z.B. многоугольное вращение) - опция
Управление положением числа оборотов ВКЛ
Включение масштабирования с указанием следящего шпинделя, ходового шпинделя, углового смещения друг к другу COUPON(S3,S1,90); (например, многоугольное вращение) - опция
Выключение масштабирования с указанием следящего шпинделя, ходового шпинделя COUPOF(S3,S1); (например, многоугольное вращение) - опция
SPCOF(n) Управление положением числа оборотов ВЫКЛ
DIAMON Программирование диаметра ВКЛ DIAMOF Программирование диаметра ВЫКЛ
MSG Программируемое сообщение
MSG ("ОКОНЧАНИЕ ВРЕМЕНИ ПРОСТОЯ ИНСТРУМЕНТА 2);
RPL Вращение выбранной рабочей плоскости AROT RPL=90; применение с Transmit
REPEAT mk1 mk2
GOTOFABC
GOTOB UVW
ABC:
Повторение частей программы между адресами перехода 1 и 2)
Команда перехода вперед до адреса ABC: (минимум 3 знака)
Команда перехода назад до адреса UVW: (минимум 3 знака)
Адрес перехода (внимание: задается без двоеточия {ABC} как подпрограммное имя!)
![]()
![]() D8
D8
SlNUMERIK 81 OD - EMCO-специальный
Схемы, Функции
![]() MCALL Модальный
вызов циклов и подпрограммы MCALL BOHR; выбор: вызов команды без подпрограммы MCALL;
MCALL Модальный
вызов циклов и подпрограммы MCALL BOHR; выбор: вызов команды без подпрограммы MCALL;
TURN Количество полных кругов для резьбофрезерования (2,5-D- интерполяция)
G2 X-10 YO Z-10 I=AC(O) J=AC(0) TURN=2;
|
IC DC ACP ACN ANG AP RP AR CR RND RNDM CHR CHF L700 BAREND BARFEEDDWELL BARCHANGEDWELL $P_UIFR[n]=CTRANS |
AC Программирование с абсолютным вводом координат {X=AC(0);}
Программирование с инкрементным вводом координат X=IC(5); Z=AC(-5); Координаты на прямом пути движения {C=DC(300);}
Позиция с абсолютным вводом координат в положительном направлении движения C=ACP(300);
Позиция с абсолютным вводом координат в отрицательном направлении движения C=ACN(300);
Угловое программирование, исходящее от нулевой прямой (вправо, на 3 часа), против часовой стрелки (положительное) {ANG=90;}
Полюсный угол {AP=120;}
Полюсный радиус {RP=30;}
Угол раскрытия {AR=100;}
Радиус дуги окружности {G2 X... Z... CR=20;}
Ввод радиуса перехода {RND=2;}
Модальный вызов для радиуса перехода на всех гранях
{RNDM=1 ; Abwahl: RNDM=0;}
Ввод фазы перехода в качестве катета {CHR=2;}
Ввод фазы перехода в качестве гипотенузы {CHF=4;}
Вызов подпрограммы для счетчика изделий (EMCO- прикладная программа) Считывание данных конца стойки (устанавливается параметр R0 "1")
Режим ожидания, пока погрузчик не продвинется вперед
Режим ожидания старта после смены стойки
(Z,xxx)
Перезапись смещения нулевой точки (без вызова!) n...[1]=G54, [2]=G55, [3]=G56, [4]=G57
![]() D9
D9
Названия осей
SlNUMERIK 81 OD - EMCO-специальный
![]() Названия осей
Названия осей
![]()
M3=4* |
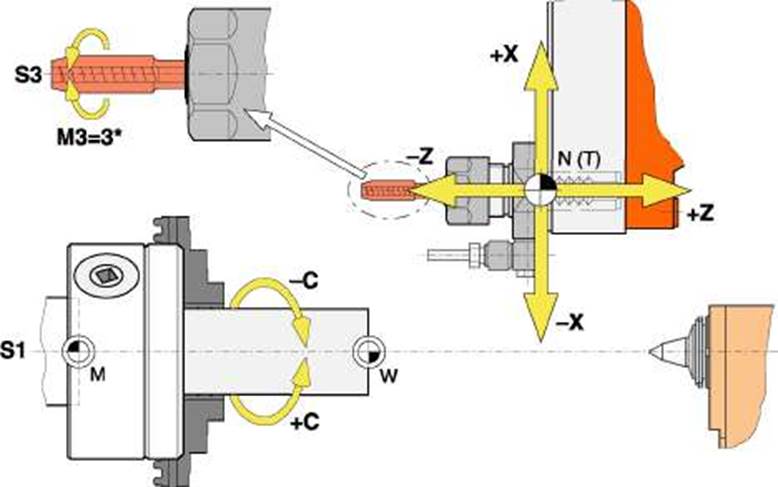 X, Z
C....
X, Z
C....
.Линейная ось
.Ось вращения (опция)
|
Программирование |
Название оси станка |
|
X |
X10 |
|
Z |
Z10 |
|
c |
C11 |
D10
SlNUMERIK 81 OD - EMCO-специальный
Панель управления станка, описание кнопок
![]() Панель управления станка
Панель управления станка
|
|
В зависимости от исполнения станка панель управления может незначительно отличаться от изображенной.
Описание кнопок
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
